Longevity WeldAll 160PI/200PI/250PI User Manual
Page 43
160/200/250PI AC/DC Series IGBT Machine
www.LWELD.com
weld bead into the sides or “toes” of the weld is important. Keep the welding electrode or the TIG tungsten and
welding arc within the weld joint to prevent overlap. Pausing on the sides of the welds to wait for the sides to fill
reduces the chance of undercutting, even if the current is a little too high. If it is possible, with any practice weld,
cut the joint down the middle, lengthwise, or place the weld in a vice and use a hammer to bend the metal over the
weld area until it is either broken or bent 90 degrees. This destructive testing method will help you improve your
skill by revealing faults and flaws in your welds.
Stick (SMAW)Electrode Welding
Stick, the most basic of welding processes, offers the easiest option for joining steel and other metals. Although
it produces the least pretties or cleanest welds, ARC/STICK welding gets the job done! Stick welding power
sources deliver inexpensive options for welding versatility, portability and reliability. Stick joins metals when
an arc is struck between the electrode and the work piece, creating a weld pool and depositing a consumable
metal electrode into the joint. The electrode's protective coating also acts as a shielding gas, protecting the weld
and ensuring its purity and strength. Best for windy conditions and adverse environments.
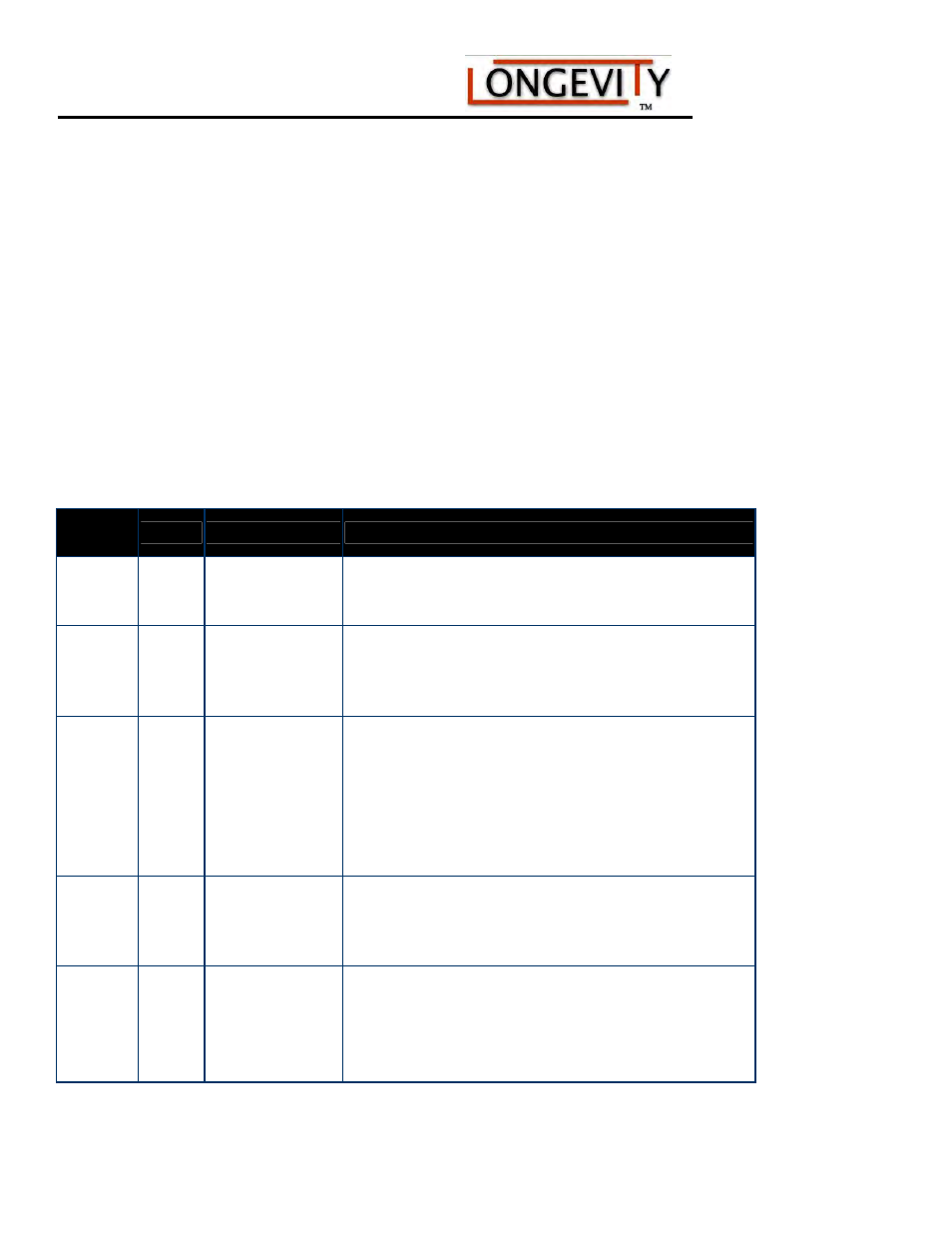
If you’re not familiar with Stick (SMAW) welding basics, the following information can make choosing
an electrode easier.
AWS
Class
Position
Polarity
Usage
E6010
All
DCEP
A great choice for welding on dirty, rusty, greasy or
painted steel - especially in vertical or overhead
applications.
E6011
All
AC,DCEP
All-purpose stick electrode; used for carbon and
galvanized steel; 60,000 PSI tensile strength; deep
penetration and ideal for welding light to medium
amounts of dirty, rusty or painted materials.
E6013
All
AC,DCEN,DCEP
Light to medium penetrating all-purpose stick
electrode; for use on carbon steel; 60,000 PSI tensile
strength; good for general all-purpose applications
and joints with poor fit-up.
E7014
All
AC,DCEN,DCEP
For higher-deposition requirements; 70,000 PSI
tensile strength; ideal for applications requiring light
penetration and faster travel speeds.
E7018
All
DCEP
Low-hydrogen electrode; for low, medium and high-
carbon steels; 70,000 PSI tensile strength; ideal for
out-of-position welding and tacking; not
recommended for low-voltage AC Welders.
E7018AC
All
AC,DCEP
Low-hydrogen electrode; for low, medium and high-
carbon steels; 70,000 PSI tensile strength; ideal for
out-of-position welding and tacking; specially
formulated to operate with small 208/230 volt AC
welders.