Kemo Electronic B243 User Manual
Page 5
5
Kemo Germany # 18-000 / B243 / V003
http://www.kemo-electronic.de
Das Bestücken + Löten:
Die Bauelemente werden gemäß dem Bestückungsdruck auf die Platine gesteckt. Je nach Rasterabstand der Platinenbohrungen
müssen die Bauteile "liegend" oder "stehend" montiert werden. Bitte achten Sie beim Biegen der Anschlußdrähte unbedingt darauf, daß diese
nicht direkt am Bauelement gebogen werden! Die Bauteile können dann Schaden erleiden! Halten Sie die Drähte mit einer Spitzzange und
biegen Sie diese direkt an der Zange, damit keine Biegekräfte in das Innere des Bauteils übertragen werden!
Es darf nur mit einem modernen Elektronik-Lötkolben (15...30 Watt) mit feiner Spitze und kolophoniumhaltigem Elektroniklötzinn auf der
Platine gelötet werden! Keine säurehaltigen Flußmittel verwenden! Bevor Lötzinn zugeführt wird, muß zunächst die Lötstelle mit der
Lötkolbenspitze aufgeheizt werden. Dabei wird die Spitze so mit leichtem Druck an die Lötstelle gehalten, daß das Lötauge auf der Platine
und der Anschlußdraht des Bauteils gleichzeitig aufgeheizt werden. Nach ca. 1...2 Sekunden kann dann, ohne den Lötkolben von der
Lötstelle zwischenzeitlich zu entfernen, das Lötzinn zugeführt werden. Das Lötzinn muß sauber um den Draht des Bauelements herumfließen
und den Draht ohne Kraterbildung sauber umschließen. Erst dann kann das Lötzinn und dann der Lötkolben entfernt werden. Außerdem muß
darauf geachtet werden, daß keine "Lötzinnbrücken" zu benachbarten Kupferbahnen oder Lötaugen gemacht werden, wenn diese nicht
ohnehin leitend mit der Lötstelle verbunden sind. Die gesamte Lötung einer Lötstelle sollte die Zeit von max. 5 Sekunden nicht überschreiten,
weil sonst die Bauelemente zerstört werden können. Die häufigsten Fehler beim Löten sind: "kalte Lötstellen" und "Kurzschlüsse” durch
Zinnbrücken oder nicht abgeschnittene Drahtenden, wenn diese eine benachbarte Lötstelle berühren. Die Lötspitze muß immer sauber und
frei von Zunder und Oxyd sein. Wenn das nicht mit einfachem Abwischen mit einem Lappen zu entfernen ist, feilen Sie die Spitze neu an und
verzinnen diese sofort neu. Das sollte aber nur bei einfachen Kupferspitzen gemacht werden. Die modernen Dauerlötspitzen brauchen nur
mit einem feuchten Lappen abgewischt werden.
Assembly + Soldering:
The components have to be inserted into the board according to the assembly print. Depending on the basic grid distance of the borings on
the board the components have to be mounted in horizontal or vertical position. When bending the leads of the components please
pay attention that these will not be bent directly at the component! The components might be damaged in such a case! Hold the wires
with pointed pliers and bend them directly at the pliers so that no lateral powers are transmitted into the interior of the component!
Soldering on the board may only be done with a modern electronic soldering copper (15...30 Watt) with a fine point and colophonium-
containing electronic soldering tin! Do not use acidic flux! Before supplying the soldering tin, at first heat the soldering joint with the point of
the soldering copper. Press the point slightly against the soldering joint so that the land for soldering on the board and the lead of the
component are heated simultaneously. After approx. 1...2 seconds you may add the soldering tin without removing the soldering copper from
the soldering joint in the meantime. The soldering tin must lead cleanly around the wire of the component and has to surround the wire
cleanly without forming craters. Only then you may remove the soldering tin and after that the soldering iron. Furthermore attention must be
paid that no "soldering tin bridges" are made to the adjoining copper tracks and lands for soldering if these are not electrically connected with
the soldering joint anyway. The whole soldering should not exceed 5 seconds at maximum, as otherwise the components may be destroyed.
The most frequent mistakes during soldering are: "cold soldering joints" and "short circuits” due to tin bridges or end of wires which were not
cut off if these get into touch with an adjoining soldering joint. The soldering point must always be clean and free from scale and oxide. If this
cannot be removed by simply wiping with a cloth, file the point once again and tin-plate it immediately again. However, this should only be
done with simple copper points. The modern permanent soldering points merely have to be wiped with a humid cloth.
D
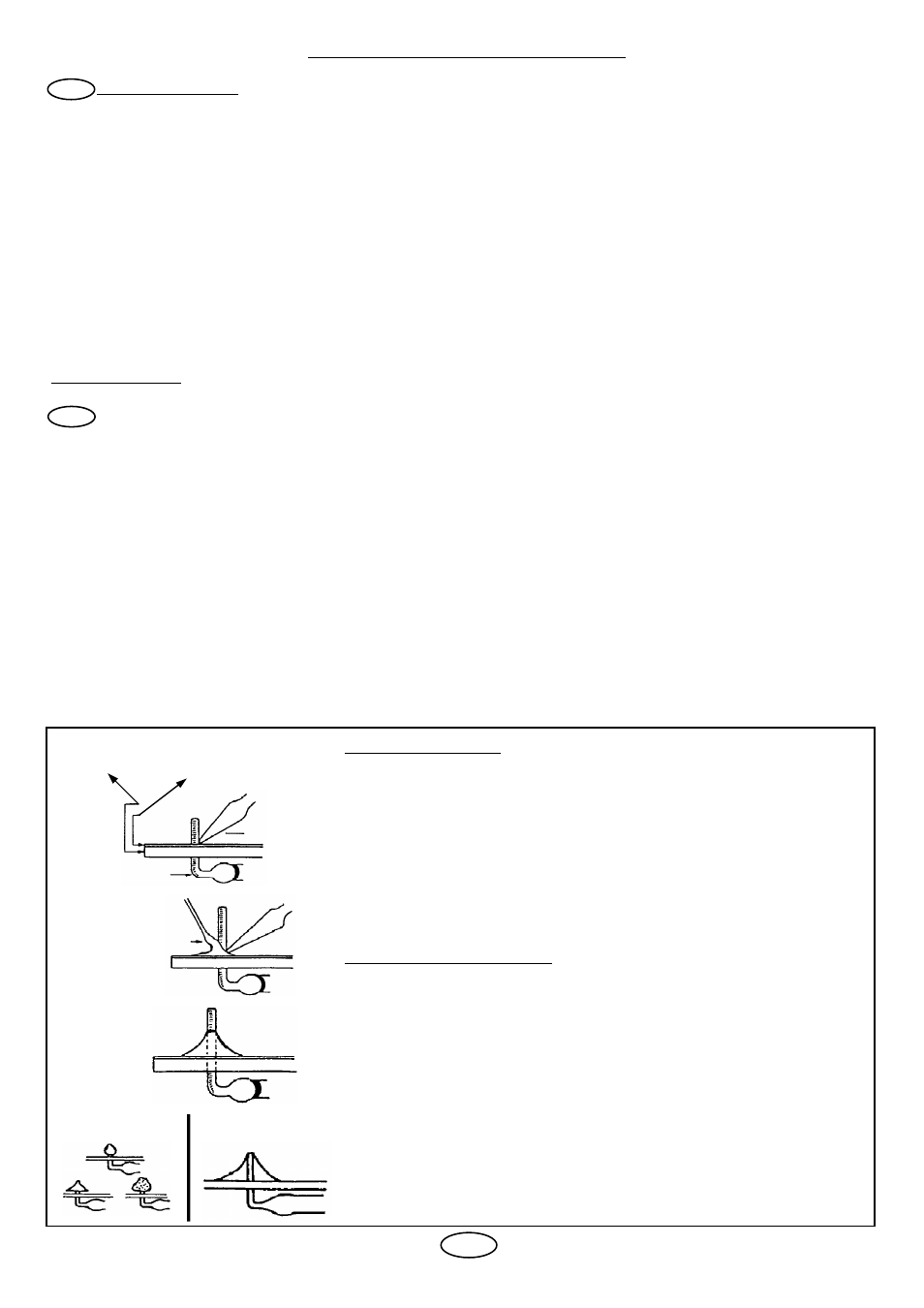
D - Lötanleitung / GB - Soldering instructions
GB
Falsch / False
Richtig / Correct
3.
3.
2.
2.
Lötmittel
soldering
material
1.
1.
Lötkolben
soldering iron
Kupferschicht
copper layer
Epoxy-Träger
component
Bauelement
component
Wichtig! Richtig löten!
Wichtig! Richtig löten!
Das Löten
Das Löten
Zum Löten der Bausätze eignet sich am besten ein handelsüblicher 15...30W-
Lötkolben und 60%iges Lötzinn. Es darf nie über die Ränder des Lötfeldes
hinweggelötet werden!
1) Die Leiterbahn und das Drahtende des Bauelements werden gleichzeitig
aufgeheizt.
2) Das Lötzinn wird dann an der Lötstelle (nicht am Kolben!) geschmolzen.
Das Lötzinn gleichmäßig um die Lötstelle zerfließen lassen.
3) Den überstehenden Draht abschneiden. So muß die fertige Lötstelle
aussehen!
Important! Correct soldering!
Important! Correct soldering!
Soldering
Soldering
In order to solder the kits it is especially suitable to use a commercial
15...30W soldering iron and 60% solder tin.
There should never be any soldering out of the edges of the soldering spot!
1) The conducting line and the wire lead of the kit have to be heated up at the
same time.
2) The solder tin should then be melted at the soldering spot (not at the
soldering iron!). The solder tin should flow evenly round the soldering spot.
3) Now, cut off the sticking out wire. That’s how the finished soldering spot
should look like!