Installation instructions, Checking bushing torque, Removing propeller assembly from shaft – Aerovent IM-171 User Manual
Page 2
Aerovent adjustable pitch propellers are furnished with
hubs that have a tapered bore. A split taper bushing
is used for mounting the propeller assembly to the
shaft. When properly assembled, the bushing grips
the hub and the shaft with a positive clamping action.
The split taper bushing is always mounted on the
discharge or cap side of the hub unless the propel-
ler has been ordered with a reverse bore.
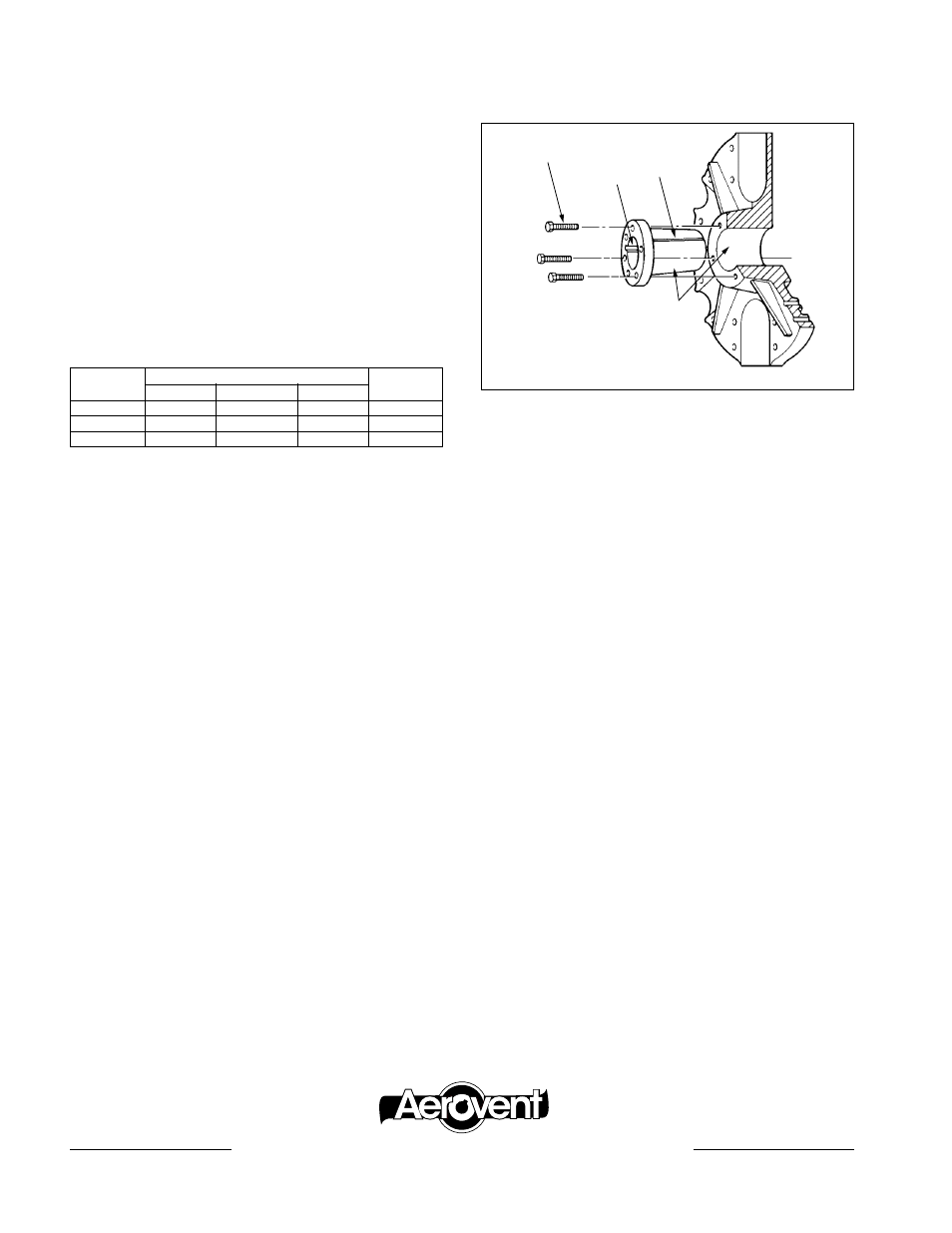
A. Bushing barrel and bore of propeller hub are
tapered. This assures concentric mounting and a
true running propeller.
B. Capscrews, when tightened, lock bushing in pro-
peller. Use plated capscrews threaded full length
(see table below).
BUSH
CAPSCREW
TORQUE
NO.
SIZE
THREADS/IN
LENGTH
(FT/LBS)
Q2
3
⁄
8
"
16
2
1
⁄
2
"
24
R2
3
⁄
8
"
16
3"
24
P2
5
⁄
16
"
18
3
3
⁄
4
"
13
C. Bushing is split so that when the locking cap-
screws force bushing into tapered bore, the bush-
ing grips the shaft with a positive clamping fit. This
will withstand vibration and punishing loads without
being loosened.
D. Propeller and bushing assembly is keyed to shaft
and held in place by compression. This gives
added driving strength.
Installation Instructions
Put bushing loosely into propeller. Do not press or
drive. Start capscrews by hand, turning them just
enough to engage threads in tapped holes on propel-
ler. Do not use a wrench at this time. The bushing
should be loose enough in the propeller to move
slightly.
Be sure shaft and keyway are clean and smooth.
Check key size with both shaft and bushing keyways.
Slide propeller and bushing assembly onto shaft,
making allowance for end play of shaft to prevent
rubbing. Do not force propeller and bushing onto
shaft. If it does not go on easily, check shaft, bush-
ing and key sizes.
Tighten capscrews progressively with wrench. Do
this evenly as in mounting an automobile wheel. Take
a part turn on each capscrew successively until all
are tight.
These capscrews force the taper bushing into the
hub which in turn compresses the bushing onto the
shaft. This makes a positive clamping fit. The torque
must not exceed the torque values shown in the
chart to the left.
WARNING: Do not attempt to pull bushings flange
flush with hub end. There should be
1
⁄
8
" to
1
⁄
4
" clear-
ance when tightened.
Checking Bushing Torque
On kiln installations, it is necessary to check the
bushing bolt torque after start-up. Torque the bolts
after any initial run-in period and after the first 24
hours or first run of lumber through the kiln.
Tightening of the bolts while the assembly is still
warm from the kiln heat will help to maintain proper
torque. Periodic checking of torque on a regular
maintenance schedule is recommended.
Removing Propeller Assembly From Shaft
1. Remove all three capscrews from propeller and
hub assembly.
2. Start capscrews into the threaded holes in the
bushing flange.
3. Tighten each bolt part of a turn successively to
force the propeller off the bushing.
4. Pull the bushing off the shaft. If the assembly has
been in place some time, it may be necessary to
use a wheel puller to remove the bushing. Never
use a wheel puller on the propeller.
For propeller dimensions, see drawing B8709B.
Installation Instructions For Propellers Equipped With
Browning Malleable Iron Split Taper Bushings
B
D
C
A
DO NOT LUBRICATE
CAPSCREWS, BORE,OR
BUSHING BARREL.
Aerovent | www.Aerovent.com
5959 trenton Lane n | minneapolis, mn 55442 | Phone: 763-551-7500 | Fax: 763-551-7501
®