Wrong right – ROHM DURO - Key bar chucks User Manual
Page 13
In case of doubt, use screw quality 12.9 to replace the original
screw. As a matter of principle, quality 12.9 shall be used for
all fastening screws on clamping inserts, top jaws, positive
stops, cylinder covers, and comparable elements.
All fastening screws, which on account of their useful purpose
have to be unscrewed and tightened again subsequently (e.g.
for refitting work), have to be covered with an anti--seize agent
(grease paste) in the thread area and the head contact area in
intervals of six months.
Under certain circumstances environmental influences, i. e.
vibrations, may loosen even tightly fastened screws. For pre-
vention all safety relevant screws (i. e. clamping device faste-
ning screws, clamping set fastening screws, or simillar) have
to be checked and -- if necessary -- refastened in regulary
intervals.
12. Maintenance work
The reliability of the clamping equipment can only be ensured
if the maintenance specifications in the operating manual are
strictly observed. Please observe in particular:
--
Use the lubricant recommended in the operating instructions
for lubrication (unsuitable lubricant may reduce the chucking
force by more than 50 per cent).
--
In case of manual lubrication, please make sure that all surfa-
ces to be lubricated are reached (The narrow passages of the
built--in parts require a high injection pressure. For this reason,
it is advisable to use a high--pressure grease gun).
--
For good distribution of the grease in manual lubrication, move
the chucking piston to its final positions several times, re--lubri-
cate them, and subsequently check the chucking force.
--
For good distribution of the grease when a central lubrication
system is used, the lubrication pulses should be set to the
open phase of the clamping device.
Prior to series production and between the maintenance inter-
vals a chucking force measuring instrument has to be used to
check the chucking force. ”It is only a regular check that ensu-
res ideal safety”.
It is advisable to move the internal moving elements to their
final position several times after five hundred clamping actions
at the latest (Any lubricant pressed away will thus be returned
to the contact surfaces. Thus, the chucking force is retained
for a longer period of time).
13. Collision
After a collision of the clamping unit, it has to be subjected to a
professional and qualified crack detection prior to any further
operation.
14. Replacing the sliding block
If top jaws are attached to the base jaw by means of a sliding
block, an original RÖHM sliding block only may be used.
Please also refer to the chapter titled ”Spare parts”
III.Hazards to the environment
The operation of clamping equipment partly requires the use of
various media for lubrication, cooling, et cetera. As a rule these
media are fed to the clamping equipment through the distribution
housing. The most frequently used media are hydraulic fluid, lubri-
cating oil or grease, and coolant. When operating the clamping
unit, these media have to be handled with care so that they do not
get on the ground and/or into the water. Warning ! Environmental
hazard !
This applies especially
for the assembly / disassembly as residual amounts may still
be in the pipes, piston chambers and/or oil drain screws
for porous, defective or incorrectly mounted seals
or lubricants which escape and/or are ejected from the clam
ping equipment during operation for design reasons
For this reason, these escaping substances should be collected
and re--used or should be disposed of according to the relevant
regulations !
Safety requirements and rules and regulations for the use of manually operated chucks
IV.
Safety requirements on mechanically actuated clamping
equipment
1.
The given clamping equipment cannot be monitored for sa
fety by means of limit switches. The operating staff shall have
to be informed of this fact correspondingly.
2. Clamping moments specified shall have to be observed by all
means. If these requirements are not observed, this may lead
to anything from unbalanced masses to the complete loss of
the clamping forces, apart from the loss of accuracy.
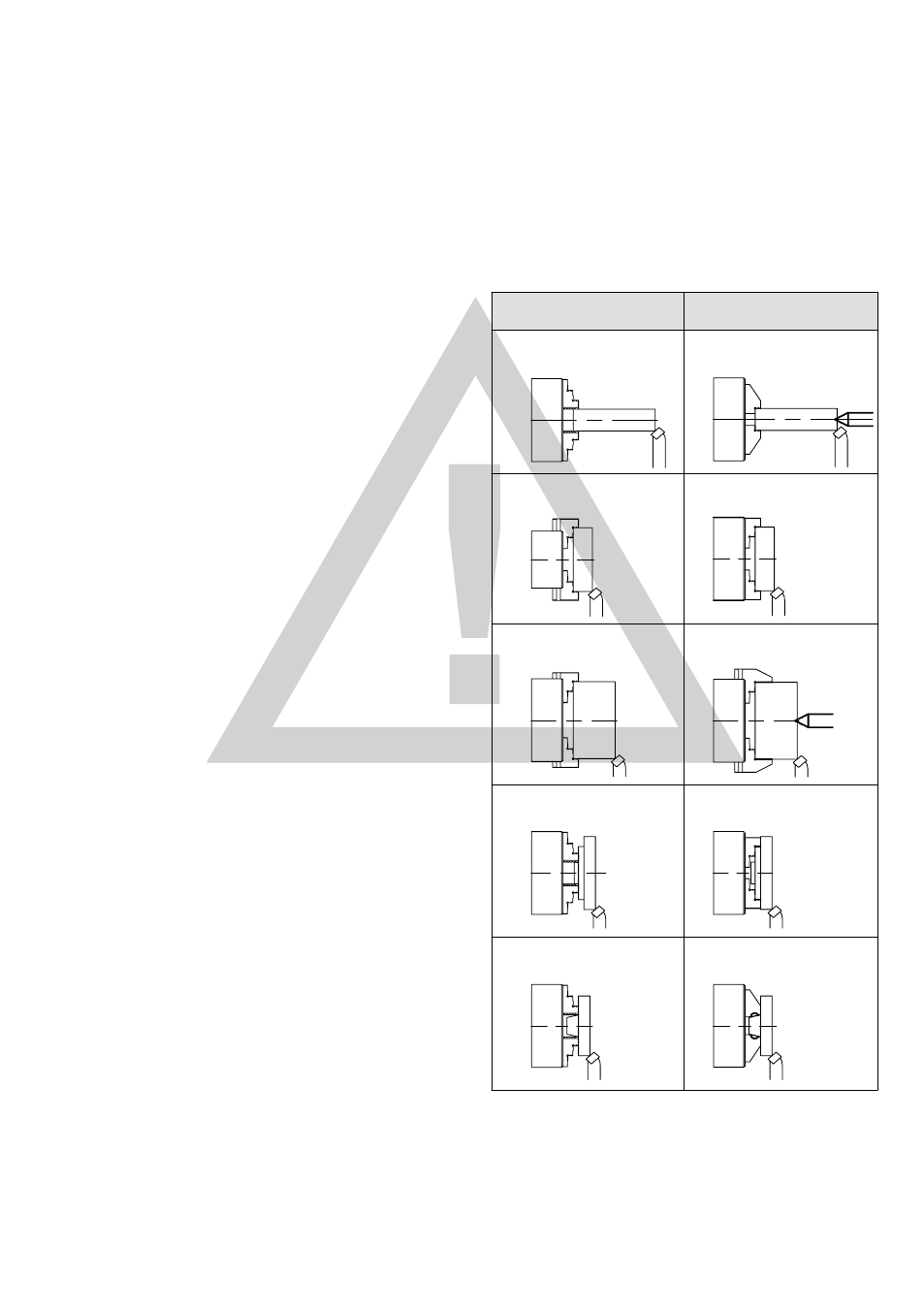
Wrong
Right
Projecting length of mounted work-
piece too great relative to chucked
length.
Support workpiece between
centres or using a stady
Use a larger chuck
Support between centres, extend
chucking step
Chucking diameter too small
Workpiece has a casting or
forging-related taper
Chuck using self-aligning
inserts
Chuck
using
greatest
possible
chucking diameter
If cutting interrupted, reduse feed and cutting depth.
The illustrated examples do not cover all possible danger situa-
tions. It is the responsibility of the user to recognize possible
sources of danger and to adopt the necessary measures.
Despite all precautionary measures, an element of risk
cannot be excluded.
Chucking diameter too great.
Workpiece too heavy,
chucking step too short.
13