Operation – Lincoln Electric IM823 LN-15 WIRE FEEDER User Manual
Page 18
B-3
OPERATION
B-3
LN™-15 ACROSS THE ARC MODEL & (CE)
1
2
3
4
5
6
7
3. WIRE FEED SPEED KNOB
-
The Wire Feed Speed
knob is a 3-3/4 turn potentiometer that adjusts of
the rate of feeding electrode. The wire feed speed
range is 50 - 700 inches/min (1.3 - 17.8 m/min)
4. TRIGGER CONNECTOR-5 Pin Receptacle is used
to activate the Magnum Gun Switch.
5. CONNECTOR BUSHING-This connection is for
welding conductor cable assembly.
6. WORK CLIP LEAD-This lead must be connected
directly to the work using the spring clip.
7. ON / OFF SWITCH-For codes 11033 and above:
The ON / OFF Switch turns power on and off to the
wire feeder.
83% PROCEDURE
The LN™-15 supports a special "dual procedure"
mode. When activated, the wire feed speed is
reduced to 83% of the set value, but no less than 50
inches/minute (1.27 m/min). The 83% procedure is
most commonly used during pipe and out of position
welding. Requires Magnum 400 Dual Procedure Gun
Equivalent.
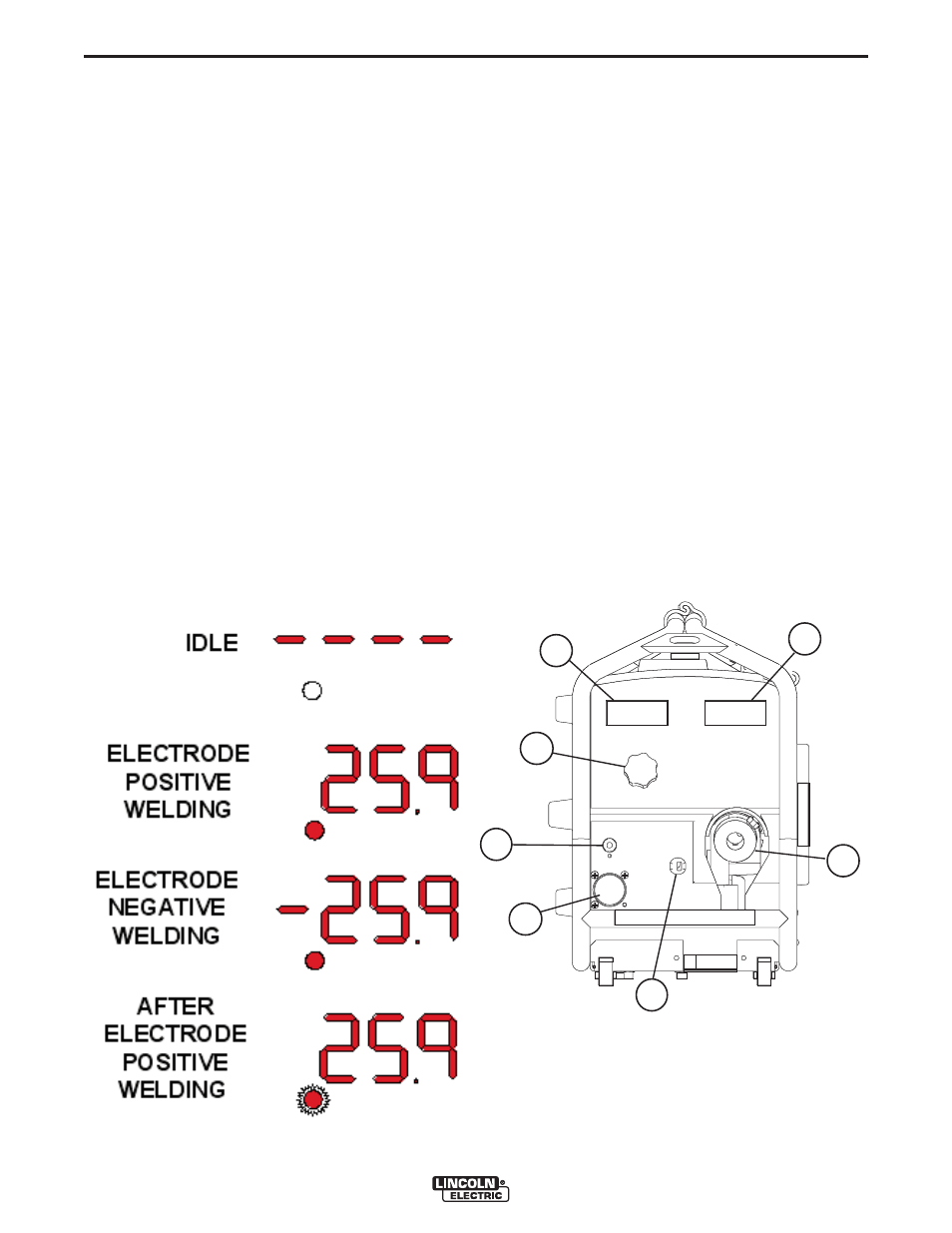
FIGURE B.1
CASE FRONT CONTROLS
(See Figure B.1)
ACROSS THE ARC MODEL
1. WIRE FEED SPEED DISPLAY-The Wire Feed
Speed display shows the rate the LN™-15 will feed
electrode during welding. The default WFS units
for domestic models are inches/minute and can be
changed to meters/minute through the configuration
menu. The default WFS units for the European
models are m/min. The wire feed speed is calibrat-
ed to within ±2%.
2. VOLTAGE DISPLAY
-
The voltage display shows
the average arc voltage during welding. A minus
sign "-" appears when welding with electrode nega-
tive welding procedures. While welding, an LED
will illuminate below the voltage display. After weld-
ing, the average voltage will continue to be shown
for 5 seconds after the end and the LED will flash.
of the weld. When not welding, the display shows
"- - - ". The voltage is calibrated to ±2% over a
range of 10 to 45 volts.
The voltage display is not a "preset" voltage.
Refer to the examples from Figure B.1a.
FIGURE B.1a