General description, Product purpose – Lincoln Electric IM852 CV ADAPTER User Manual
Page 8
A-1
GENERAL DESCRIPTION
CV ADAPTER
A-1
PRODUCT PURPOSE
The CV Adapter can be connected to certain variable
voltage water-cooled engine welders to provide con-
stant voltage output recommended for welding with
.068” and .072” NR-232, .068” and 5/64 NR-211, 5/64”
NS-3M, Innershield electrodes within the current rating
of the machine used. The unit can also be used for
some other open arc processes depending on the
application and process to be used. With the CV
Adapter installed, the welder can be easily set to oper-
ate in either the CV mode or the standard VV mode.
The LN23P wire feeder is recommended for
Innershield welding with the CV Adapter and K2379-1
Interface Kit (Required).
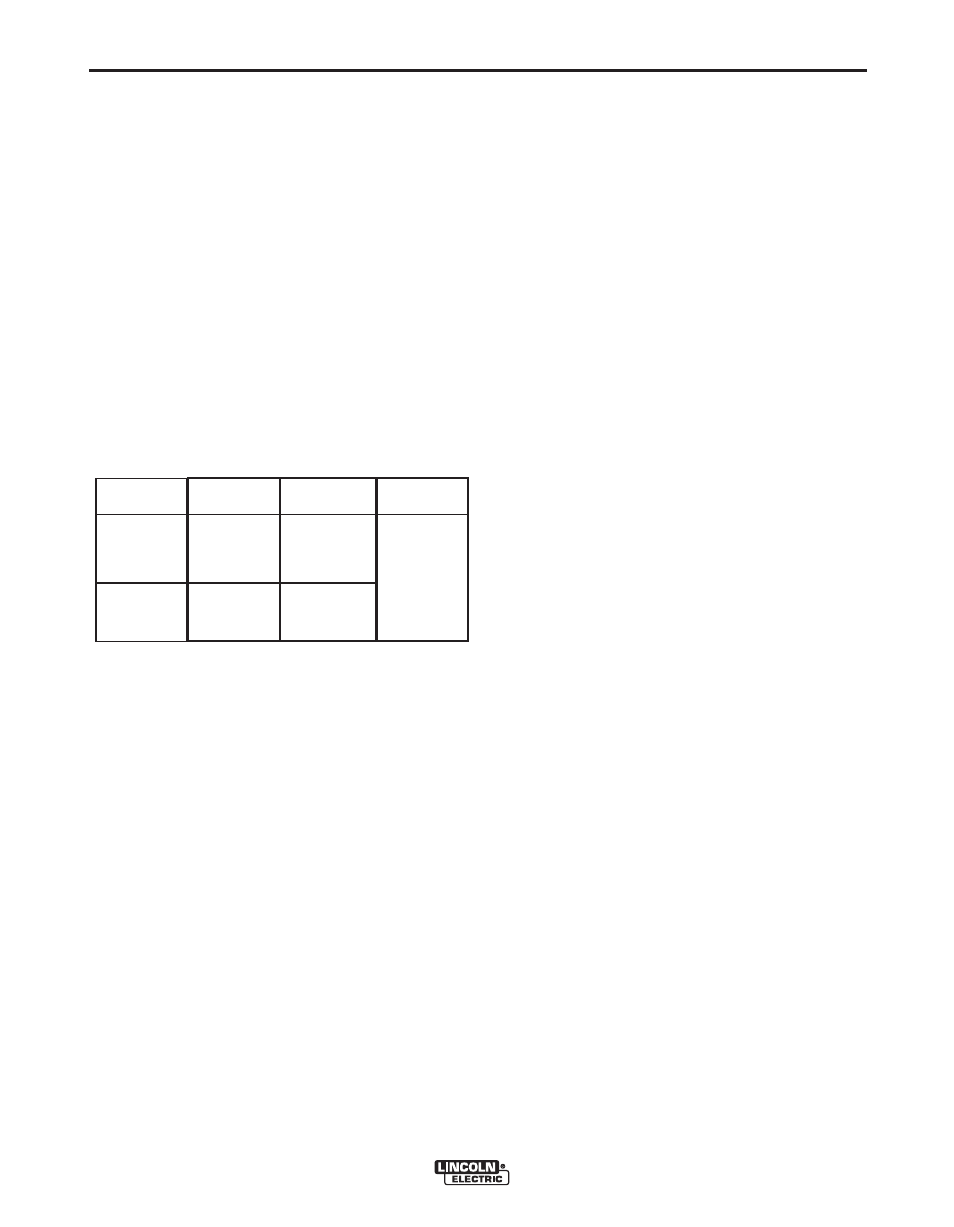
The voltage control range of the CV Adapter is 15 to
35 volts at the welder current rating. The table gives a
summary of CV outputs when the Adapter is connect-
ed.
The CV Adapter will fit any of the following engine
welders:
• SAE 400 (K1278-5, -6, -7, -8, -9, -10)
• SAE 400 WELD’ N AIR (K1506-1)
• SAE 500 (K1278-11, -12)
Estimated time for field installation of the CV Adapter
to welder is 2 to 3 hours.
The CV Adapter consists of a capacitor bank, an elec-
tronic control circuit and switches. The capacitors
modify the dynamic output characteristics to make the
welder suitable for Innershield welding, and the elec-
tronic circuit controls the field current to maintain a
constant voltage output. Two switches are used to
change from CV mode to VV mode. The switches are
interlocked to insure that the capacitors are discon-
nected before the Adapter can be switched to the VV
mode.
An output voltage remote control switch and connec-
tion receptacle is located on the side of the control
box.
This feature enables voltage control at the CV Adapter
or at the LN-23P (K2379-1 Interface Kit is required).
All the components are installed in a control box that
attaches to the welder gas tank rail with an adapter
plate. A control cable is used to connect the CV
Adapter to the welder control circuit and the output
terminals. A power cable is used to connect the CV
output terminal of the Adapter to the welder negative
brushholder. This connection by-passes the series
field for CV operation.
Machine
SAE-400,
SAE400(Deutz)
and SAE-400
Weld’N AIR
SAE-500
Rating Duty
Cycle For
400 amp
at 35V (60%)
400 amp
at 40V (100%)
Max. Output
Duty Cycle For
500 amp
at 35V (35%)
500 amp
at 40V (60%)
Comments
Polarity switch
is disconnected.