Operación – Lincoln Electric IM771 POWER WAVE 455M_STT User Manual
Page 27
B-9
OPERACIÓN
B-9
SOLDADURA STT
®
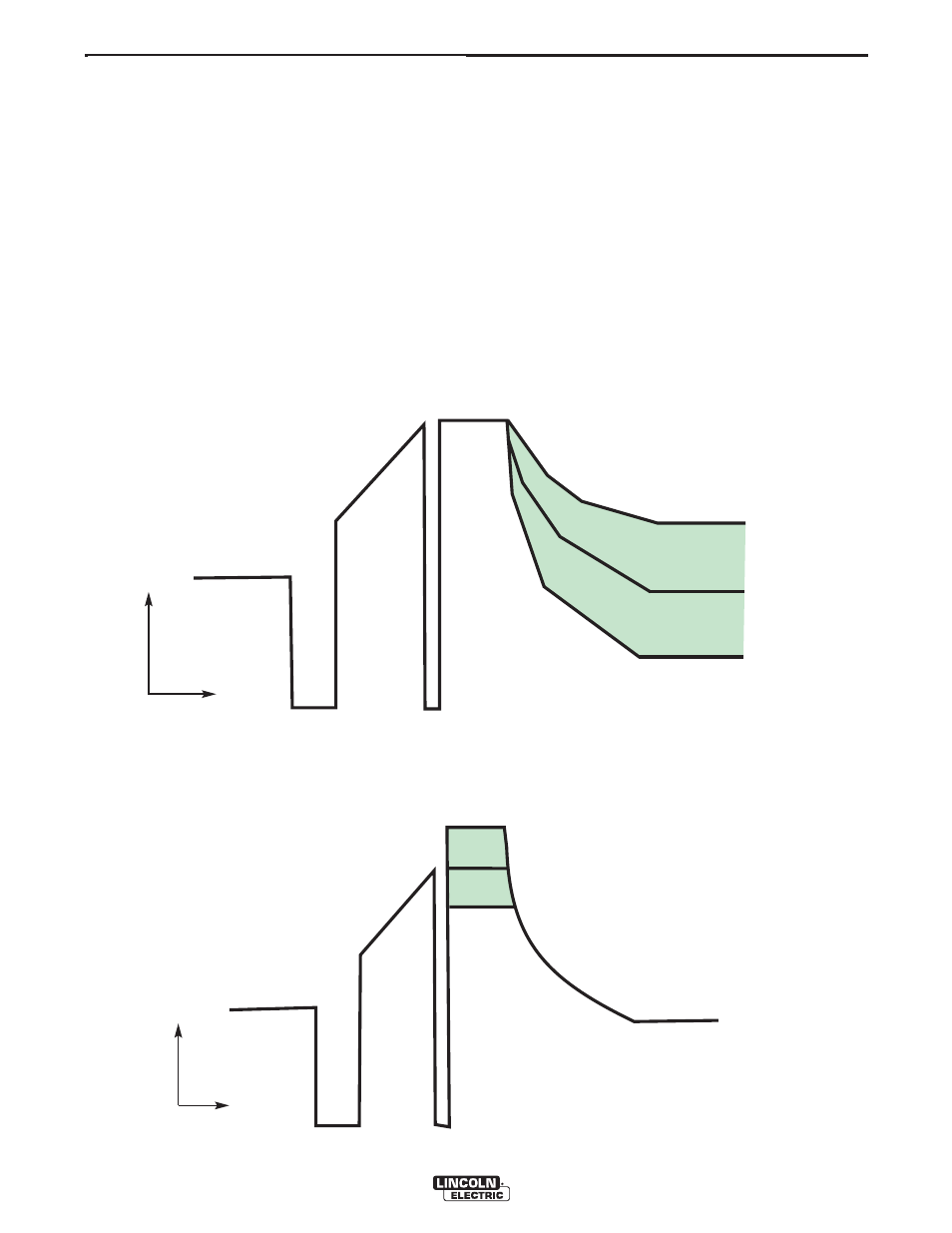
Las figures ilustran la forma de onda de la corriente para
el proceso. No están ilustradas a escala y su único fin es
mostrar cómo afectan las variables a la forma de onda.
El Corte en el modo STT
®
ajusta la rampa descendente y
parte de trasfondo de la forma de onda. Para los proce-
sos de raíz abierta, la rampa descendente es fija y el
corte afecta sólo al nivel de trasfondo. Los valores de
Corte mayores de 1.0, agregan más energía a la sol-
dadura y hacen que el charco de soldadura sea más
caliente; los valores de corte de menos de 1.0 reducen la
energía de soldadura. Un valor nominal de 1.0 fun-
cionará para la mayoría de las aplicaciones. (Vea la
Figura B.4).
Para la mayoría de los programas, la corriente pico se
ajusta con el control del arco, también conocido como
control de onda. Un valor de control de onda de +10.0
maximiza la corriente pico, mientras que un control de
onda de -10.0 minimiza la corriente pico. En general,
la corriente pico es proporcional a la longitud del arco.
(Vea la Figura B.5)
NOTA: Los rangos en el Control de Onda y Corte
dependen de los programas de soldadura. Los val-
ores mostrados son rangos típicos.
POWER WAVE
®
455M/STT
®
Corriente
Tiempo
Tiempo
Corriente
FIGURA B.4
FIGURA B.5
Corte 1.50
Corte 1.00
Corte 0.50
CONTROL DE ONDA -10.0
CONTROL DE ONDA 0.0
CONTROL DE ONDA +10.0