Instalación, Precaución, 230v – Lincoln Electric IM771 POWER WAVE 455M_STT User Manual
Page 11: 460v, Voltaje, 575v, Conexiones de cables de electro- do y trabajo
A-3
INSTALACIÓN
POWER WAVE
®
455M/STT
®
A-3
CONSIDERACIONES DE FUSIBLES DE
ENTRADA Y ALAMBRE DE ALIMENTACIÓN
Para los tamaños recomendados de fusibles y cables, consulte
la Sección de Especificaciones Técnicas al principio de esta
sección de Instalación. Fusione el circuito de entrada con el
fusible de quemado lento recomendado o interruptor tipo demo-
ra (también llamado de “tiempo inverso” o “térmico/magnético").
Elija el tamaño del alambre de entrada y aterrizamiento con-
forme a los códigos eléctricos locales y nacionales. Utilizar
tamaños de fusibles o interruptores automáticos más pequeños
que los recomendados podría dar como resultado paros
“molestos” de las corrientes de entrada de la soldadora, aún
cuando la máquina no se esté utilizando a altas corrientes.
CAMBIO DEL VOLTAJE DE ENTRADA
(SÓLO PARA MÚLTIPLES MÁQUINAS DE
VOLTAJE DE ENTRADA)
Las soldadoras se envían conectadas para el voltaje de entrada
más alto enumerado en la placa de capacidades. A fin de cam-
biar esta conexión a un voltaje de entrada diferente, vea el dia-
grama localizado dentro de la puerta de acceso de entrada. Si
el interruptor de reconexión principal o posición de enlace se
coloca en la posición equivocada, la soldadora no producirá
energía de salida.
Si el cable Auxiliar (A) se coloca en la posición equivocada, hay
dos resultados posibles. Si se coloca en una posición superior
al voltaje de línea aplicado, la soldadora puede no encenderse
del todo. Si se coloca en una posición inferior al voltaje de línea
aplicado, la soldadora no se encenderá, y los dos interruptores
automáticos o fusibles en el área de reconexión se abrirán. Si
esto ocurre, apague el voltaje de línea, conecte adecuadamente
el cable (A), reestablezca los interruptores e inténtelo de nuevo.
Para máquinas equipadas con un fusible en el área de reconex-
ión, apague el voltaje de entrada y reemplace el fusible con el
de refacción que está unido al pin del interruptor de reconexión.
NOTA: APAGUE la alimentación principal de la máquina, antes de llevar a cabo el procedimiento de
conexión. No hacerlo, dañará la máquina.
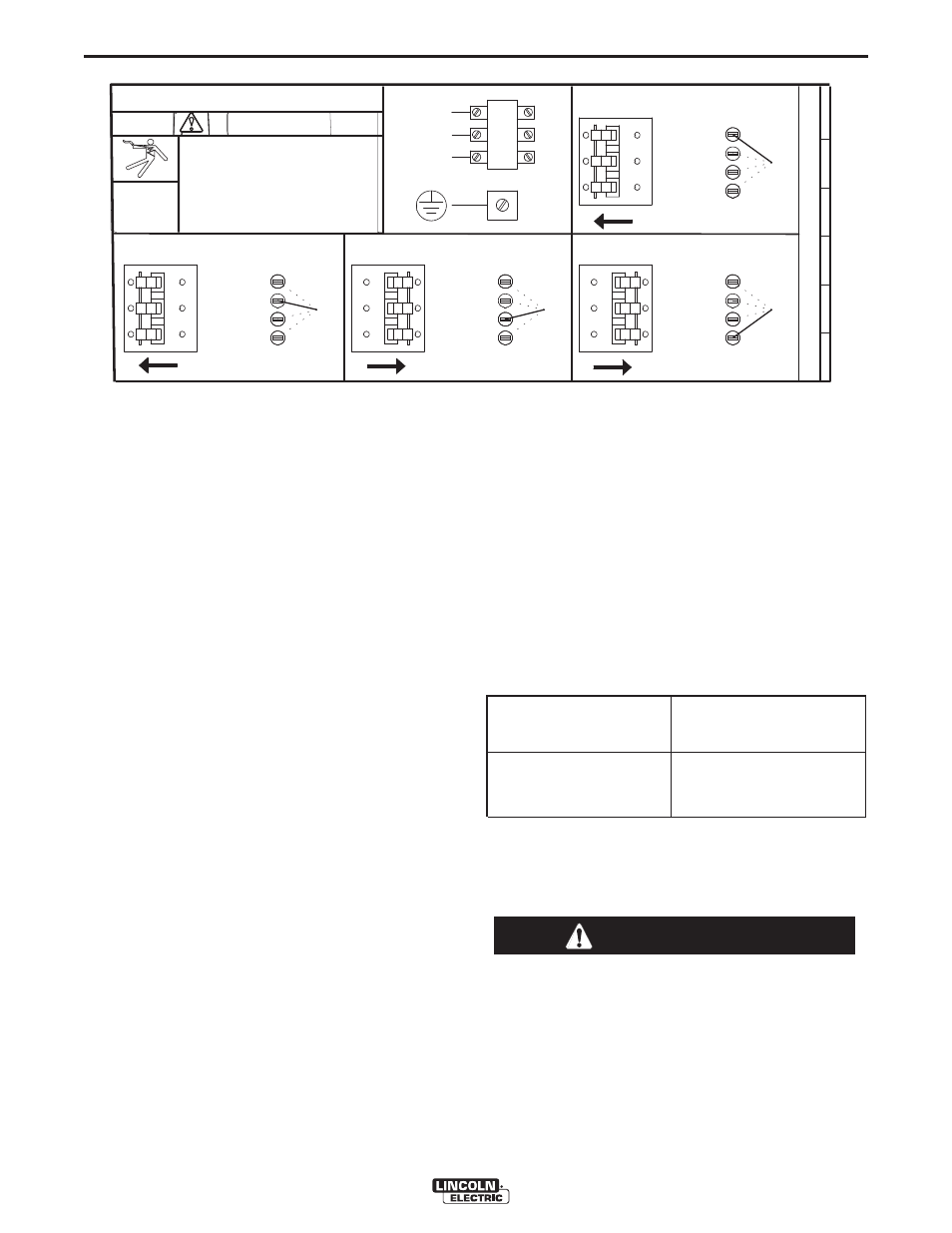
FIGURA A.1 - DIAGRAMA DE CONEXIÓN EN LA PUERTA DE ACCESO DE CONEXIÓN/ENTRADA
200-208V
220-230V
440-460V
550-575V
200-208V
220-230V
= 220-230V
220-230V
200-208V
220-230V
440-460V
550-575V
200-208V
U / L1
550-575V
440-460V
'A'
'A'
= 440-460V
'A'
S2
5198
VOLTAJE
VOLTAJE
VOLTAJE
VOLTAJE = 200-208V
T
H
E
L
INCOL
N
E
L
E
C
T
R
IC
CO.
CL
E
V
E
L
A
ND,
O
H
IO
U.S.A
.
XA
'A'
= 550-575V
CR1
W / L3
V / L2
440-460V
550-575V
.
No opere sin las cubiertas
.
No toque las partes eléctricamente vivas.
.
Sólo personal calificado deberá instalar,
usar o dar servicio a este equipo
.
Desconecte la alimentación antes de inspeccionar
o dar servicio a la máquina
DIAGRAMA DE CONEXIÓN DE LA FUENTE DE ALIMENTACIÓN
ADVERTENCIA
LA DESCARGA
ELÉCTRICA
PUEDE CAUSAR
LA MUERTE
CONEXIONES DE CABLES DE ELECTRO-
DO Y TRABAJO
Conecte un cable de trabajo de tamaño y longitud suficientes
(Conforme a la Tabla 1) entre la terminal de salida adecuada en
la fuente de poder y el trabajo. Asegúrese de que la conexión al
trabajo haga buen contacto eléctrico de metal a metal. A fin de
evitar los problemas de interferencia con otro equipo, y lograr la
mejor operación posible, enrute los cables directamente al tra-
bajo y alimentador de alambre. Evite longitudes excesivas y no
enrolle el cable de más.
Los tamaños mínimos de los cables de trabajo y electrodo son
los siguientes:
TABLA A.1
(Corriente (Ciclo de Trabajo del 60%)) TAMAÑO MIMO DE CABLES
DE TRABAJO DE COBRE AWG
Hasta 30 metros de longitud (100 pies)
400 Amps
2/0 (67 mm2)
500 Amps
3/0 (85 mm2)
600 Amps
3/0 (85 mm2)
NOTA: El cable de soldadura coaxial K1796 se
recomienda para reducir la inductancia del cable en
longitudes largas de cable. Esto es especialmente
importante en las aplicaciones de Pulsación y STT
®
.
Cuando utilice fuentes de poder tipo inversor
como las Power Wave, use los cables de soldadu-
ra más grandes posibles (electrodo y aterrizamien-
to). Por lo menoss, un alambre de cobre de 2/0 –
incluso si la corriente de salida promedio no lo
requiriera. Al pulsar, la corriente de pulsación
puede alcanzar niveles muy altos. Las caídas de
voltaje pueden volverse excesivas, llevando a car-
acterísticas de soldadura deficientes, si se utilizan
cables de soldadura de tamaño insuficiente.
------------------------------------------------------------------------
PRECAUCIÓN