Instalación, B-7 limitación de corriente del modo cv, Fuerza de modo de arco cc – Lincoln Electric IM602 IDEALARC DC-655 User Manual
Page 21: Arranque energizado en modo cc, Desbaste de arco de modo cc
B-7
INSTALACIÓN
B-7
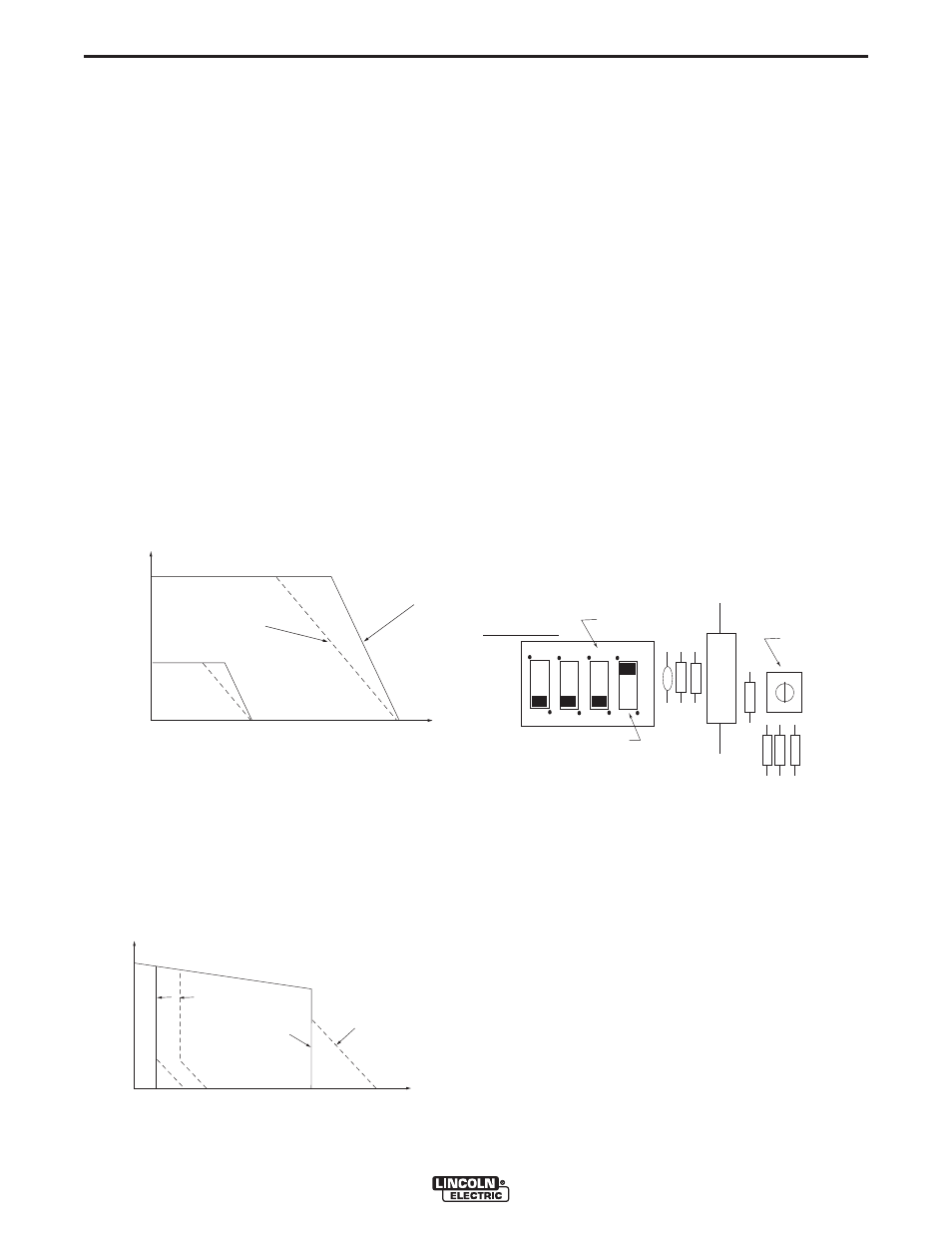
LIMITACIÓN DE CORRIENTE DEL MODO CV
Los modos CV MIG y Subarco CV emplean limitación
de corriente electrónica para limitar la corriente de
corto circuito de salida excesiva la cual puede resultar
en características de arco no deseables o apagado de
protección de sobre corriente molesta (ver sección de
Protección de la Máquina).
Como viene de fábrica, la DC-655 viene con limitación
de corriente “Alta”, misma que mantiene el voltaje
constante hasta que la corriente de soldadura excede
un nivel proporcional a la configuración de voltaje,
después cae la linealidad a aproximadamente 10 volts
por cada 100 amps a una corriente de corto circuito
limitada. La limitación de corriente “Baja” proporciona
la misma corriente de corto circuito, pero el voltaje de
arco comienza a caer linealmente a la corriente más
baja a aproximadamente 5 voltios por cada 100 amps.
“Alto” se recomienda para todos los procesos CV,
especialmente para el subarco CV y desbaste de arco
de CV, no obstante “Bajo” tiende a “suavizar” el arco
más cuando la soldadura NR203Ni 1% está en la
Terminal de Baja Inductancia (-). Si se desea “Baja”,
el interruptor #4 (extrema derecha) del interruptor DIP
ubicado en el centro inferior de la tarjeta PC de
Control de la DC-655 necesita cambiarse de la posi-
ción arriba (Alta) a la posición abajo (Bajo).
FUERZA DE MODO DE ARCO CC
La Fuerza de Arco proporciona corriente de soldadura
extra cuya linealidad aumenta a medida que el voltaje
de soldadura disminuye por debajo del nivel determi-
nado por la configuración de corriente constante. La
perilla de control de fuerza de arco, ubicada detrás de
la cubierta asegurada, ajusta la Fuerza de Arco de
“Mín” (sin aumento de corriente) a “Máx” (aumento
aproximado de 9A/V).
Un lineamiento general para soldadura CC es
establecer la Fuerza de Arco a la posición “Mid” (#5) y
aumentar (regularmente no más de #7) según sean
necesario para evitar el “paro” or “interrupciones” al
realizar la soldadura. Esta Fuerza de Arco mayor se
recomienda especialmente para soldadura de varilla
revestida 6010 de extremo bajo.
ARRANQUE ENERGIZADO EN MODO CC
El arranque energizado está integrado para el
arranque de varilla de modo CC y de arco carbón. El
arranque energizado proporciona un “arranque” de
corriente de soldadura extra “boost” en el inicio de
arco que aumenta con configuraciones de corriente
mayor. Este nivel de Arranque Energizado disminuye
exponencialmente en la configuración de corriente de
soldadura en pocos segundos.
El ajuste de un arranque energizado no debería ser
necesario, pero se proporciona un cortador no sellado
(R81) en la Tarjeta PC de Control de la DC-655 para
ajustar el arranque energizado. El ajuste total en sen-
tido contrario a las manecillas del reloj reducirá el
Arranque Energizado a cero.
DESBASTE DE ARCO DE MODO CC
La DC-655 tiene capacidad para desbaste de arco
con aire carbón con carbones de hasta 3/8” (10mm)
de diámetro. El desbaste de modo CC a menudo se
prefiere sobre el modo CV para control de corte, sin
embargo se puede requerir alguna Fuerza de Arco
para evitar el paro del carbón.
DC-655
VOLTIOS
AMPS
SALIDA DE VC
Limitación de
Corriente “Alta”
Limitación de
corriente “Baja”
Configuración
Alta
Configuración
Baja
VOLTIOS
AMPS
SALIDA DE CC
Fuerza de Arco Mín.
Arranque energizado
OCV
Configuración
Baja
Configuración
Alta
Fuerza de Arco Máx.
1
2
3
4
Interruptor #4 Limitación de
Corriente de VC "Alta"
(como se muestra)
Interruptor #3 es para
propósitos de prueba y
debe estar hacia abajo
Interruptor DIP
Ver la sección de Apagado de la Máquina
para uso de los interruptores #1 y #2.
Nota:
Cortador de Arranque
Energizado CC
Tablero de P.C. de Control de la DC-655