Lincoln Electric IMT768 Bester WELD-PAK HD User Manual
Page 28
B-17
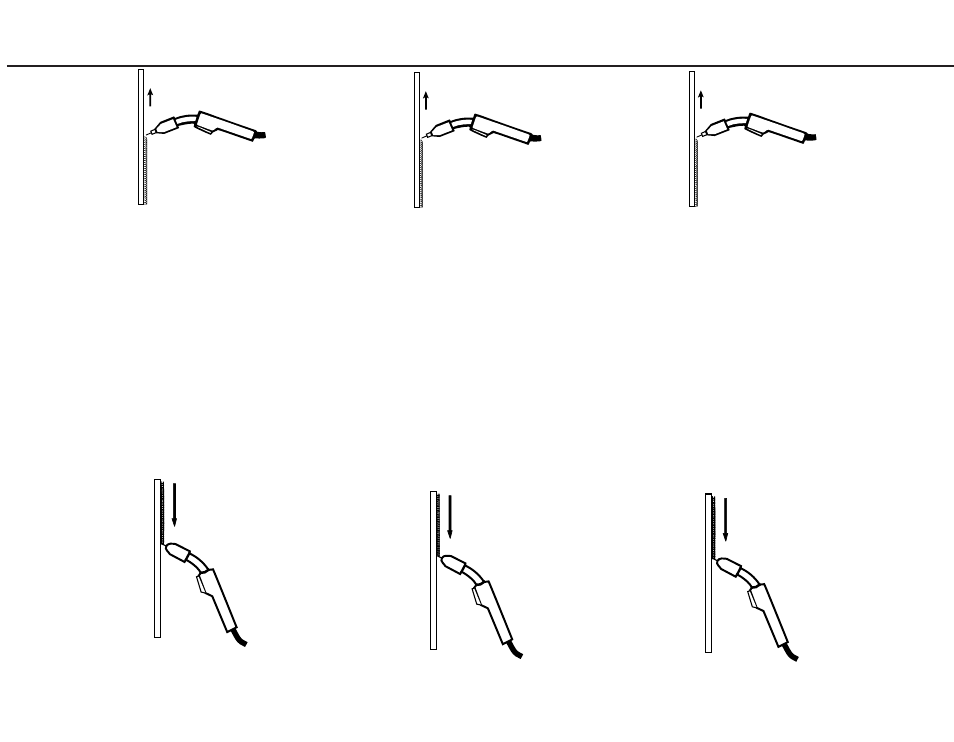
FIGURE B.13
Vertical-down Welding
Refer to Figure B.14 Vertical-down welds are applied at a
fast pace. These welds are therefore shallow and narrow
and, as such, are excellent for sheet metal. Vertical-down
welds may be applied to 5/32” (3.9 mm) and lighter material.
Use stringer beads and tip the gun in the direction of travel
so the arc force helps hold the molten metal in the joint. Move
as fast as possible consistent with desired bead shape.
The important thing is to continue lowering the entire arm as
the weld is made so the angle of the gun does not change.
Move the electrode wire fast enough that the slag does not
catch up with the arc. Vertical-down welding gives thin, shal-
low welds. It should not be used on heavy material where
large welds are required.
FIGURE B.14
FIGURA B.13
Soldadura Vertical Descendente
Consulte la Figura B.14. Las soldaduras verticales descen-
dentes se aplican rápidamente. Por lo tanto, son estrechas y
poco profundas, lo que las hace excelentes para las hojas
metálicas.
Las soldaduras verticales descendentes pueden
aplicarse en materiales de 3.9 mm (5/32”) y más ligeros.
Utilice cordones extendidos e incline la punta de la antorcha en
dirección de la trayectoria, para que la fuerza del arco ayude a
mantener el metal fundido en la unión. Mueva lo más rápido
posible y en forma congruente con la soldadura deseada.
Lo importante es seguir moviendo todo el brazo conforme se
realiza la soldadura, para que el ángulo de la antorcha no cam-
bie. Mueva el alambre tubular lo suficientemente rápido para
que la escoria no haga contacto con el arco. La soldadura ver-
tical descendente da como resultado soldaduras delgadas y
uniformes.
No deberá utilizarse este tipo de soldadura en
materiales pesados, donde se requieren soldaduras mayores.
FIGURA B.14
PROPER GUN ANGLE
FOR FCAW PROCESS
WELDING IN THE VERTICAL UP POSITION
PROPER GUN ANGLE
FOR FCAW PROCESS
WELDING IN THE VERTICAL UP POSITION
FIGURE B.13
Soudage à la verticale en descendant
Voir la figure B.14. On effectue les soudures à la verticale en
descendant à un rythme rapide. Par conséquent ces soudures
sont peu profondes et étroites et donc excellentes pour les
tôles.
Les soudures verticales en descendant peuvent être
effectuées sur les tôles de 5/32 po (3,9 mm) et moins.
Effectuer des cordons étroits et pointer le pistolet dans le sens
du déplacement de sorte que la force de l'arc permette de
maintenir le métal fondu dans le joint. Déplacer le pistolet le
plus rapidement possible selon la forme du cordon que l'on
désire obtenir.
Il est important de continuer à baisser le bras lors de la réalisa-
tion de la soudure de sorte que l'angle du pistolet ne change
pas. Déplacer le fil-électrode suffisamment vite pour que le
laitier ne rattrape pas l'arc.
Le soudage à la verticale en
descendant donne des soudures minces et peu profondes. On
ne doit pas l'effectuer sur du métal épais qui nécessite des
soudures larges.
FIGURE B.14
ANGULO ADECUADO DE LA ANTORCHA
PARA EL PROCESO DE SOLDADURA FCAW
EN LA POSICIÓN VERTICAL ASCENDENTE
LEARNING TO WELD
APRENDIENDO A SOLDAR
APPRENTISSAGE DU SOUDAGE
PROPER GUN ANGLE
FOR FCAW PROCESS
WELDING IN THE VERTICAL UP POSITION
BON ANGLE DU PISTOLET
POUR LE PROCÉDÉ FCAW
À LA VERTICALE EN MONTANT