Lincoln Electric IMT237 AC_DC 225_125 User Manual
Page 55
B-3
FONCTIONNEMENT
Coupage (Ne pas dépasser le Facteur de Marche – Au
début de cette Section de Fonctionnement)
La soudeuse à lʼarc et lʼélectrode peuvent être utilisées pour
couper lʼacier et la fonte. Suivre cette procédure :
1. Utiliser une électrode Fleetweld 180 de 1/8" (3,2 mm) ou
de 5/32" (4,0 mm).
2. Régler la soudeuse sur le maximum (225 amp).
3. Maintenir un arc long sur le bord du métal tout en le faisant
fondre.
4. Pousser lʼarc à travers le métal fondu, en le forçant à se
désaxer.
5. Soulever lʼélectrode et recommencer.
Il est important de continuer ce mouvement ascendant et
descendant, comme celui dʼune scie, en faisant fondre le
métal et en le repoussant.
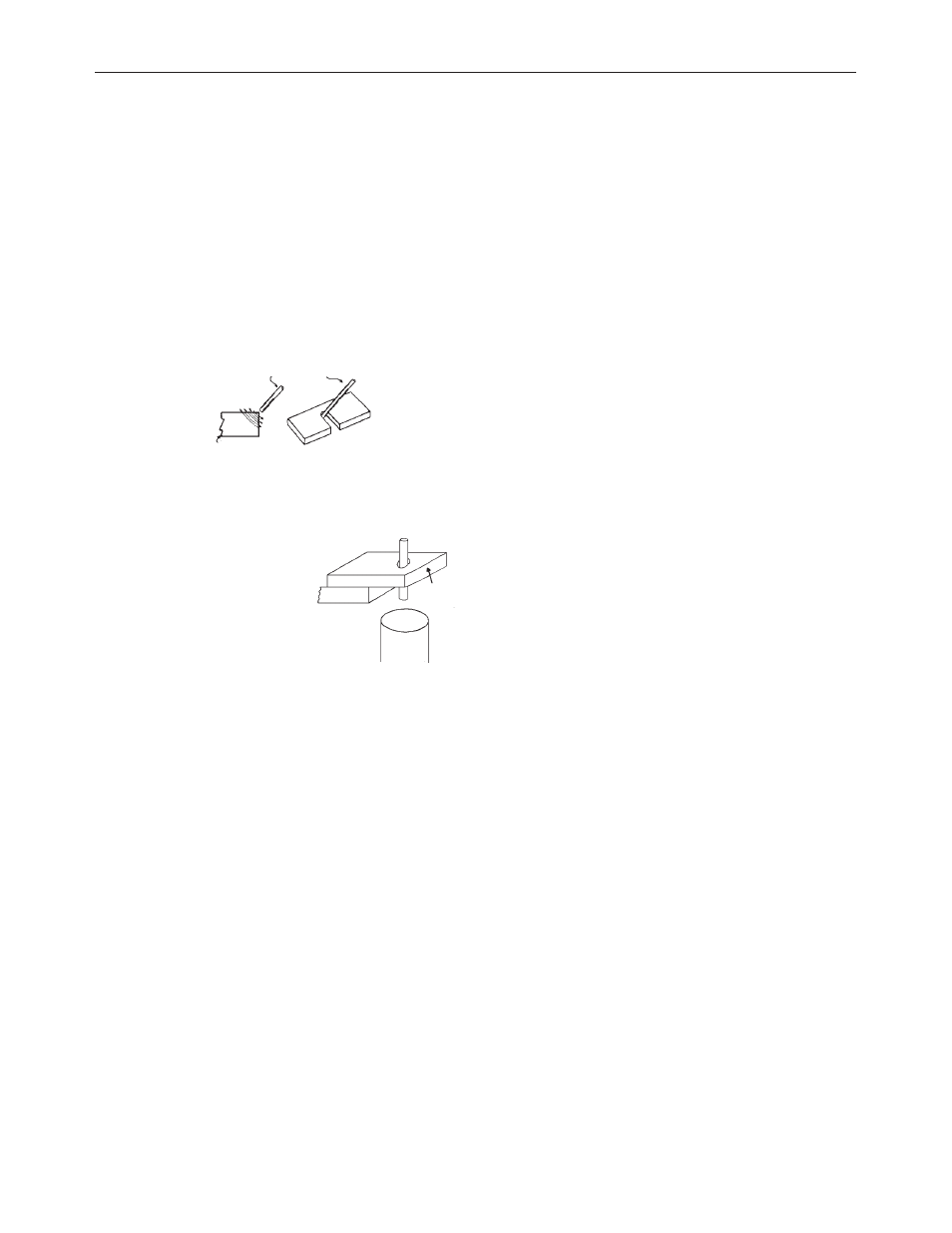
Perforation dʼOrifices
1. Réglage de la soudeuse:
Maximum (225 amps).
2. Électrode : Fleetweld
180 de 1/8" (3,2 mm) ou
de 5/32" (4,0 mm).
3. Tenir lʼélectrode avec un
arc long perpendiculaire
sur lʼemplacement où
lʼorifice doit être percé.
4. Lorsque le métal a
fondu, pousser lʼélec-
trode à travers le bain de
fusion.
5. Permettre au métal fondu de tomber à travers lʼori-
fice.
6. Tourner en cercle avec un arc long autour du bord de
lʼorifice jusquʼà avoir formé le diamètre dʼorifice
souhaité.
Si on pousse lʼélectrode à travers le bain de fusion trop
tôt, elle sʼy colle. Vérifier que le métal soit fondu avant
de pousser pour le traverser.
NOTE: Sur du métal lourd (5/16" (7,9 mm) ou plus
épais), placer la plaque à perforer en position verticale
et lʼélectrode horizontalement. Ceci permet au métal
fondu de sʼécouler librement pendant la perforation.
AC-225-S & AC/DC 225/125
Électrode
Bas de la plaque
Coupage de la plaque avec une électrode
Tableau
5/32” (4,0 mm) ou
1/8” (3,2 mm) électrode
Utiliser 225
ampères
Récipient pour
récupérer le
métal chaud
Fabrication de trous avec une électrode
1/4” Plaque
(6 mm)