Cold feed/gas purge switch, Light switch, Heater switch – Lincoln Electric IM10180 POWER FEED 25M NNS User Manual
Page 47: Pressure arm adjustment
B-32
OPERATION
POWER FEED™ 25M NNS
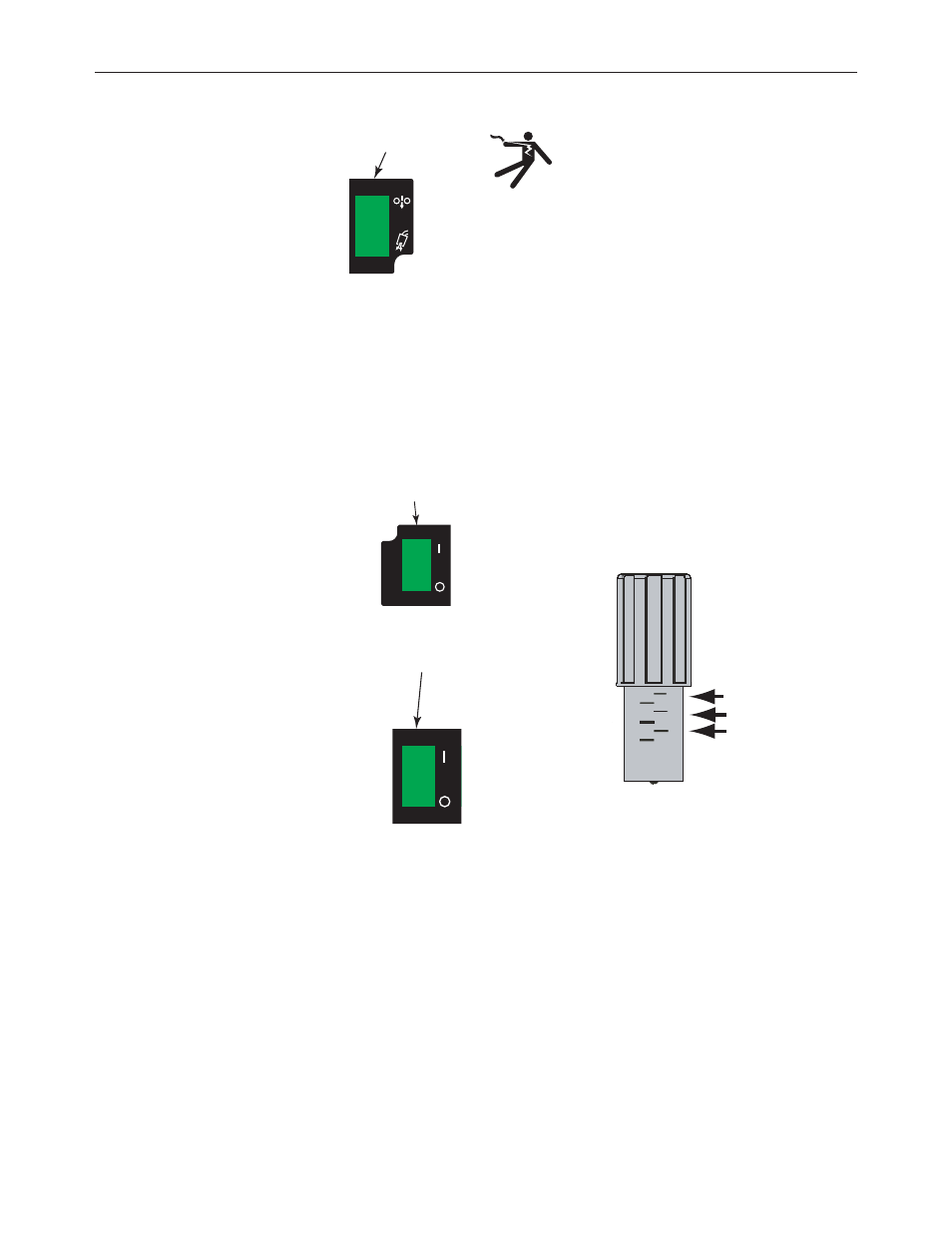
COLD FEED/GAS PURGE SWITCH
Cold Feed and Gas Purge are com-
bined into a Rocker switch.
To activate Cold Feeding, push and
hold the Rocker switch in the UP
position. The wire drive will feed
electrode but neither the power
source nor the gas solenoid will be
energized. Adjust the speed of cold
feeding by rotating the WFS knob. Cold feeding, or
"cold inching" the electrode is useful for threading the
electrode through the gun.
Push the Rocker switch in the
DOWN
position to acti-
vate Gas Purge and let the shielding gas flow. The
gas solenoid valve will energize but neither the power
source output nor the drive motor will be turned on.
LIGHT SWITCH
Push the light Rocker switch to illumi-
nate the inside of the POWER FEED™
25M NNS
HEATER SWITCH
Push the heater switch ON to warm the
inside of the POWER FEED™ 25M NNS.
The heater is useful for reducing condensa-
tion build-up on the spool of wire.
COLD
FEED
GAS
PURGE
COLD FEED/GAS PURGE
ROCKER SWITCH
G793
7-2 VM
LIGHTS
ON
OFF
LIGHT
ROCKER SWITCH
HEATER
ON
OFF
HEATER
ROCKER SWITCH
PRESSURE ARM ADJUSTMENT
ELECTRIC SHOCK can kill.
• Turn the input power OFF at the weld-
ing power source before installation or
changing drive rolls and/or guides.
• Do not touch electrically live parts.
• When inching with the gun trigger, electrode
and drive mechanism are "hot" to work and
ground and could remain energized several sec-
onds after the gun trigger is released.
• Do not operate with covers, panels or guards
removed or open
• Only qualified personnel should perform mainte-
nance work.
------------------------------------------------------------------------
The pressure arm controls the amount of force the drive
rolls exert on the wire. Proper adjustment of pressure
arm gives the best welding performance.
Set the pressure arm as follows (See Figure B.18):
Aluminum wires
between 1 and 2
Cored wires
between 2 and 3
Steel, Stainless wires
between 3 and 5
FIGURE B.18
6
1
3 2
5 4
FCAW
FCAW
GMAW
GMAW
AL
AL