Lincoln Electric IM10180 POWER FEED 25M NNS User Manual
Page 25
B-10
OPERATION
POWER FEED™ 25M NNS
Process
SMAW
(Stick)
GMAW
(MIG) and
FCAW
(Flux-cored)
GMAW-P (Pulsed
MIG), Steel and
Stainless
Wave Control
Name
Arc Force
Pinch
Ultimarc
Effect / Range
Soft (-10.0) to
Crisp (10.0)
Soft (-10.0) to
Crisp (10.0)
Soft (-10.0) to
Stiff (10.0)
Description
Arc Force adjusts the short circuit current for a soft arc, or for a forceful, driving
arc. It helps to prevent sticking and shorting of organic coated electrodes, partic-
ularity globular transfer types such as stainless and low hydrogen. Arc Force is
especially effective for root pass on pipe with stainless electrode and helps to
minimize spatter for certain electrodes and procedure as with low hydrogen, etc.
Pinch controls the arc characteristics when short-arc welding.
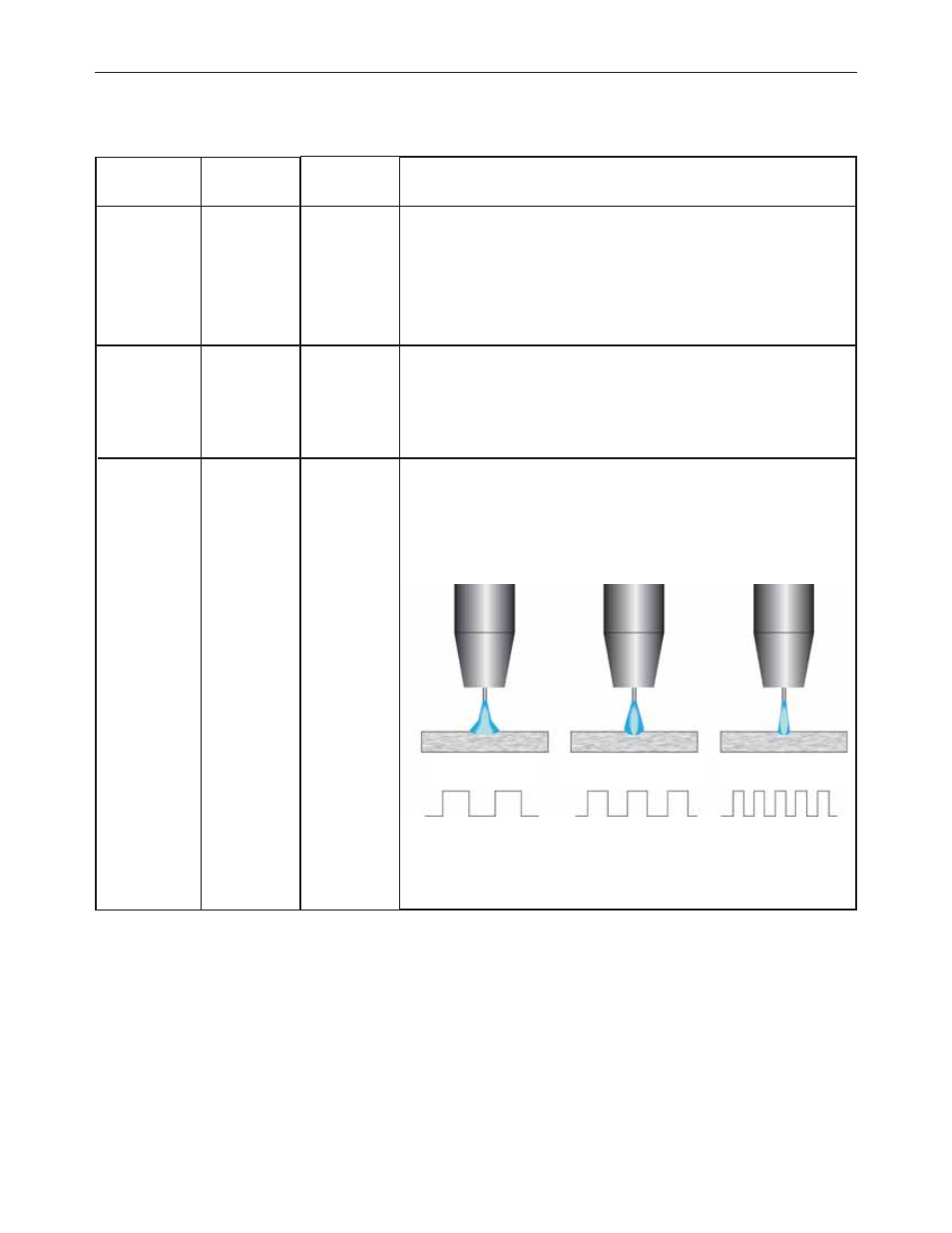
Ultimarc regulates the focus or shape of the arc. Ultimarc values greater than
0.0 increase the pulse frequency while decreasing the background current,
resulting in a tight, stiff arc best for high speed sheet metal welding. Ultimarc
values less than 0.0 decrease the pulse frequency while increasing the back-
ground current, for a soft arc good for out-of-position welding.
For Pulse modes, Arc Control changes the pulsing frequency. When the frequen-
cy changes, the Power Wave system automatically adjusts the background cur-
rent to maintain a similar heat input into the weld. Low frequencies give more
control over the puddle and high frequencies minimize spatter.
WAVE CONTROL
Wave Control is used to adjust the arc for exact preferences. The wave control functions vary for different processes and weld modes.
Arc Control -10.0
Low Frequency, Wide
Arc Control OFF
Medium Frequency and Width
Arc Control +10.0
High Frequency, Focused