Installation – Lincoln Electric IM10062 FLEXTEC 450 User Manual
Page 11
A-5
INSTALLATION
FLEXTEC™ 450
A-5
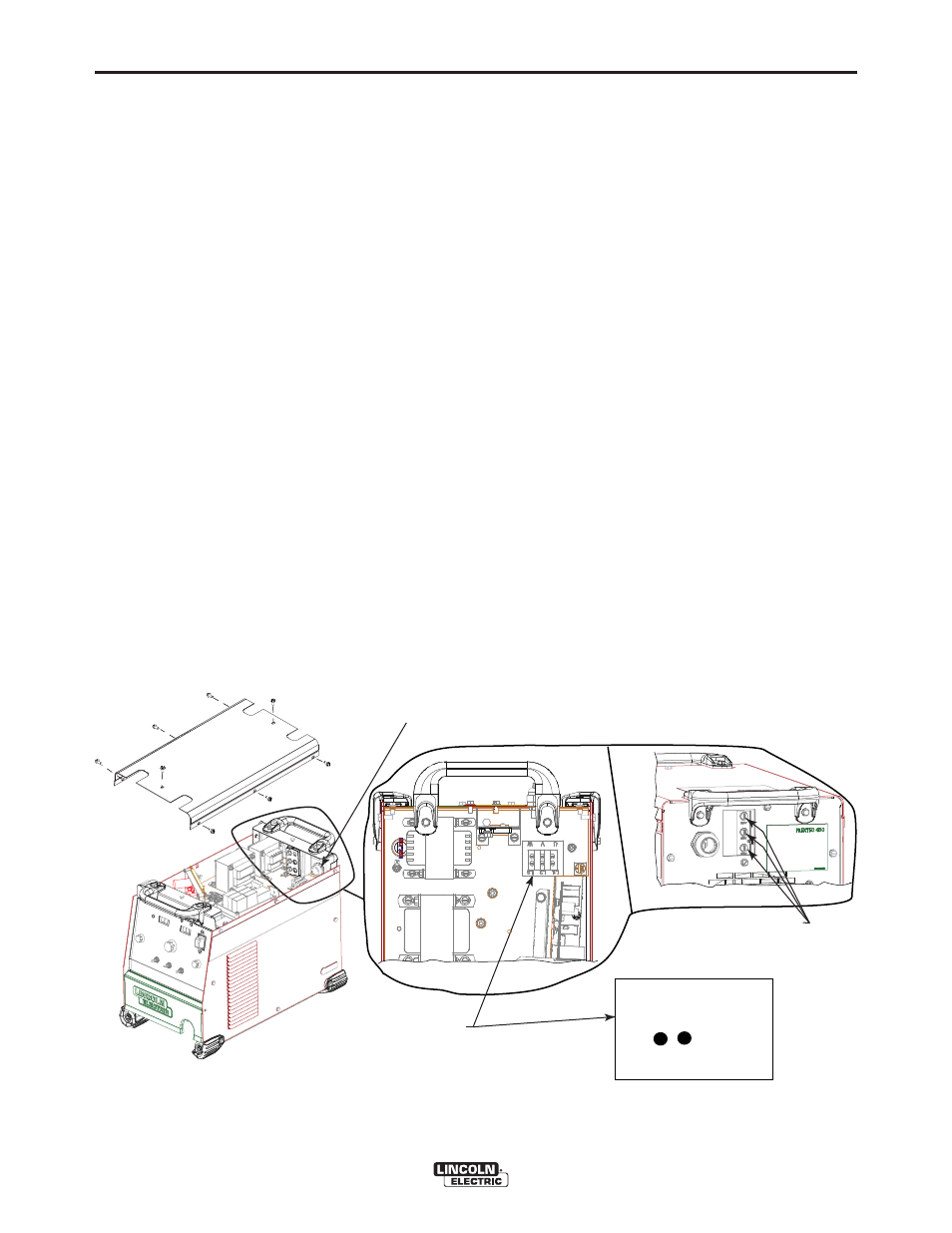
INPUT CONNECTION
(See Figure A.1a)
For codes 12038 and above
Use a three-phase supply line. A 1.40 inch (36 mm)
diameter access hole for the input supply is located on
the case back. Connect L1, L2, L3 and ground
according to the Input Supply Connection Diagram
decal located on the internal horizontal panel.
To access the input supply connection blocks, remove
the 8 screws that secure the case top of the welder
and remove the case top.
INPUT FUSE AND SUPPLY WIRE
CONSIDERATIONS
Refer to Specification in this Installation Section for
recommended fuse, wire sizes and type of the copper
wires. Fuse the input circuit with the recommended
super lag fuse or delay type breakers (also called
"inverse time" or "thermal/magnetic" circuit breakers).
Choose input and grounding wire size according to
local or national electrical codes. Using input wire
sizes, fuses or circuit breakers smaller than recom-
mended may result in "nuisance" shut-offs from
welder inrush currents, even if the machine is not
being used at high currents.
POWER SUPPLY TERMINAL BLOCK
• Line Cord/Cable attaches here.
• A ground terminal marked with the symbol shown
is provided separate from this block for connecting the ground
lead of the line cord. (See your local and national electrical
codes for proper grounding methods.)
RECONNECT TERMINAL BLOCK
• Reconnect auxiliary transformer
for the proper input voltage.
BACK OF MACHINE
POWER SUPPLY ACCESS HOLE
• Route input power cable through this hole.
U V W
L1 L2 L3
FIGURE A.1a
INPUT VOLTAGE SELECTION
For codes 12038 and above
Welders are shipped connected for 460 Volt input
voltage. To move this connection to a different input
voltage, reconnect the auxiliary lead (indicated as ʼAʼ)
located at the back of the machine to the appropriate
receptacle as shown in Figure A.1a. If the Auxiliary
lead (indicated as ʻAʼ) is placed in the wrong position
and power is applied to the machine, the machine will
protect itself and display an error message:
• "Err" "713" or “714” will be shown on the display.
• The control board and switch boards will blink out
error "713" or “714” on their status leds.
• The weld output will be turned off and the control
board will force itself into an idle state.
• The machine will need to have the misconnect con-
dition removed before it will recover.