Powermatic 2013 User Manual
Page 25
25
Width
Band saw blades come in different standard
widths, measured from the back of the blade to
the tip of the tooth. Generally, wider blades are
used for ripping or making straight cuts, such as
resawing. Narrower blades are often used when
the part being cut has curves with small radii.
(When cutting straight lines with a narrow blade,
the blade may have a tendency to wander,
causing “blade lead.”)
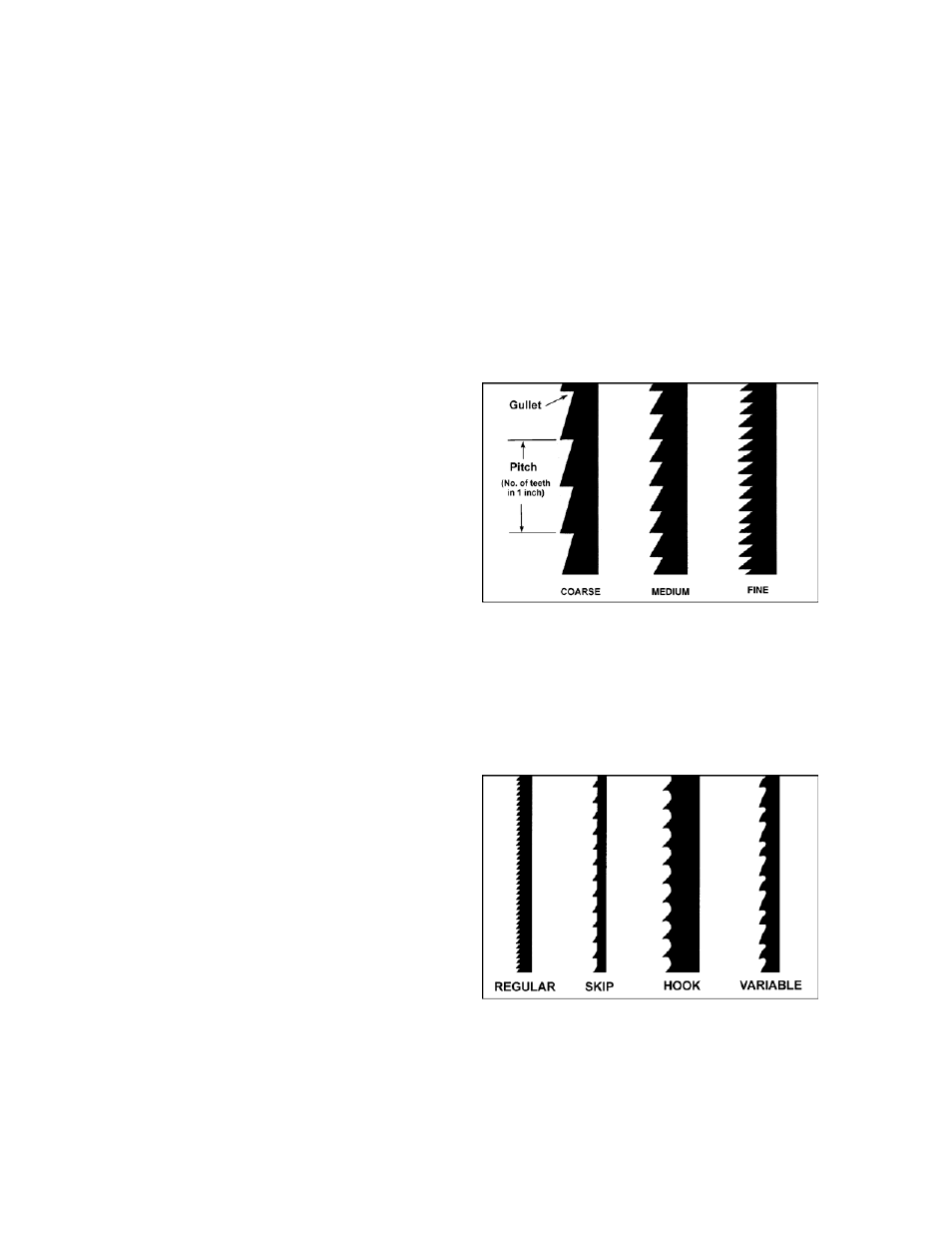
Pitch
Pitch is measured in “teeth per inch” (T.P.I.) and
can be constant or variable. Figure 35 shows
blades with different pitches. A fine pitch (more
teeth per inch) will cut slower but smoother. A
coarse pitch (fewer teeth per inch) will cut
rougher but faster.
As a rule of thumb, the thicker the workpiece,
the coarser will be the blade pitch. If you have to
cut a hard or very brittle material, you will
probably want to use a blade with a finer pitch in
order to get clean cuts.
Using a blade with too few teeth may cause
vibration and a rough cut, while too many teeth
may cause the gullets to fill with sawdust and
overheat the blade.
As a general rule, use a blade that will have no
fewer than 6 and no more than 12 teeth in the
workpiece at any given time.
Shape
Figure 36 shows common types of tooth shape.
Tooth shape has an effect on cutting rate.
The Regular blade, sometimes called a “raker”
blade, has evenly spaced teeth that are the
same size as the gullets, and a 0-degree rake
angle. These offer precise, clean cuts at slower
rates. It is usually a good choice for cutting
curves.
The Skip type has fewer teeth and larger gullets,
allowing faster cutting rates than the Regular
type, with a slightly coarser finish. It is useful for
re-sawing and ripping thick stock.
The Hook type blade has larger teeth and
gullets and a positive rake angle for more
aggressive, faster cutting when re-sawing or
ripping thick stock.
Variable-tooth blades combine features of the
other styles, and generally produce smooth,
quiet cuts.
Figure 35
Figure 36