Operation – Lincoln Electric POWER-ARC 4000 SVM103-A User Manual
Page 27
POWER-ARC 4000
B-12
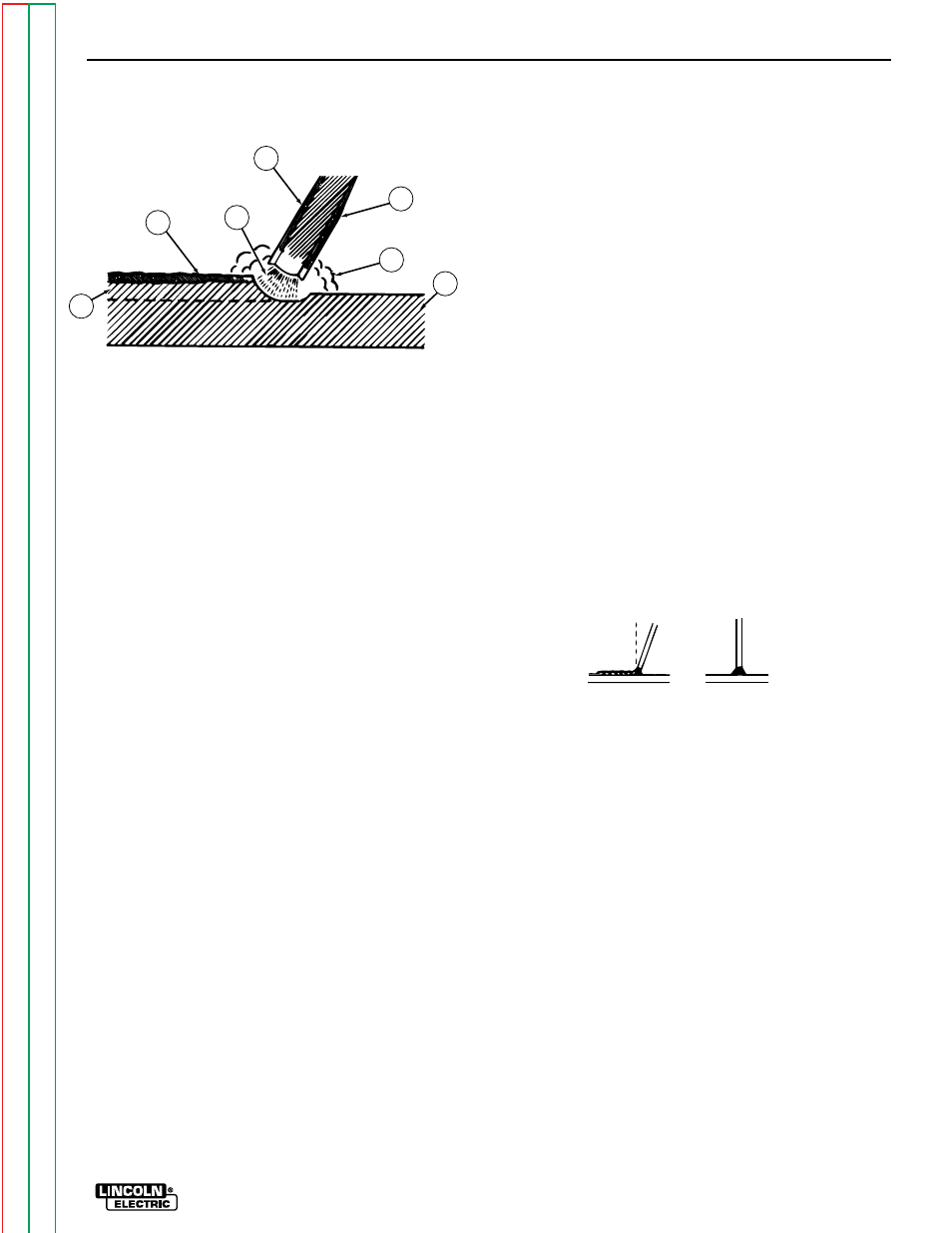
1. ELECTRODE
2. COATING
3. SHIELDING GAS
4. ARC
5. BASE METAL
6. WELD METAL
7. SOLIDIFIED SLAG
Obviously, stick arc welding is a manual skill requir-
ing a steady hand, good physical condition, and
good eyesight. The quality of the weld depends on
the skill of the welder to hold and control the weld-
ing arc.
THE ELECTRODE
Besides diameter, the main difference between elec-
trodes is their type of coating. This coating helps
make the arc steady, shields the arc to keep oxygen
and nitrogen in the air away from the molten metal,
and provide a flux that picks up impurities which
could weaken the weld.
The best coating for the job depends on a number of
factors:
• The type of deposit you want, such as mild steel,
stainless steel, low alloy, or hardfacing.
• The thickness of the plate you want to weld.
• The position you will be welding in (vertical, hori-
zontal, downhand, out-of-position).
• The surface condition of the work.
• Your ability to handle and obtain the desired elec-
trode.
THE FOUR FACTORS OF SUCCESSFUL
WELDING
Controlling the arc to make a successful weld
depends on four factors. How well you control them
will determine whether your welds succeed or fail.
The four factors include:
• The Correct Welding Position
• The Correct Way to Strike an Arc
• The Correct Arc Length The Correct Welding
Speed
• The Correct Welding Position
Figure B.5 shows the correct position for right-
handed people. (If you are left-handed, the correct
position is opposite the one shown.) Whenever pos-
sible, weld from left to right so that you can see
clearly what you are doing. Notice that the electrode
should be held at a slight angle, 15 to 20 degrees
from the perpendicular.
FIGURE B.5 –
CORRECT WELDING POSITION
THE CORRECT WAY TO STRIKE AN ARC
First be sure that the work clamp is making a good
connection to the work. Lower your headshield and
scratch the electrode slowly over the metal. Sparks
will fly. While scratching, lift the electrode 1/8 inch
(3.2 mm) and the arc will be established.
NOTE: If you stop moving the electrode while
scratching, the electrode will stick to the
work.
Most beginners try to strike the arc by a fast jabbing
motion down onto the plate. Result: They either
stick the electrode or their motion is so fast that they
break the arc immediately.
OPERATION
7
4
6
2
1
3
5
FIGURE B.4 – THE WELDING ARC
15-20°
90°
side view
end view
12/95