Rods. table b.4, welding applications, gives you, On welding techniques, see welding guide- lines, Operation – Lincoln Electric POWER-ARC 4000 SVM103-A User Manual
Page 25: Welding guidelines, Stick welding
POWER-ARC 4000
B-10
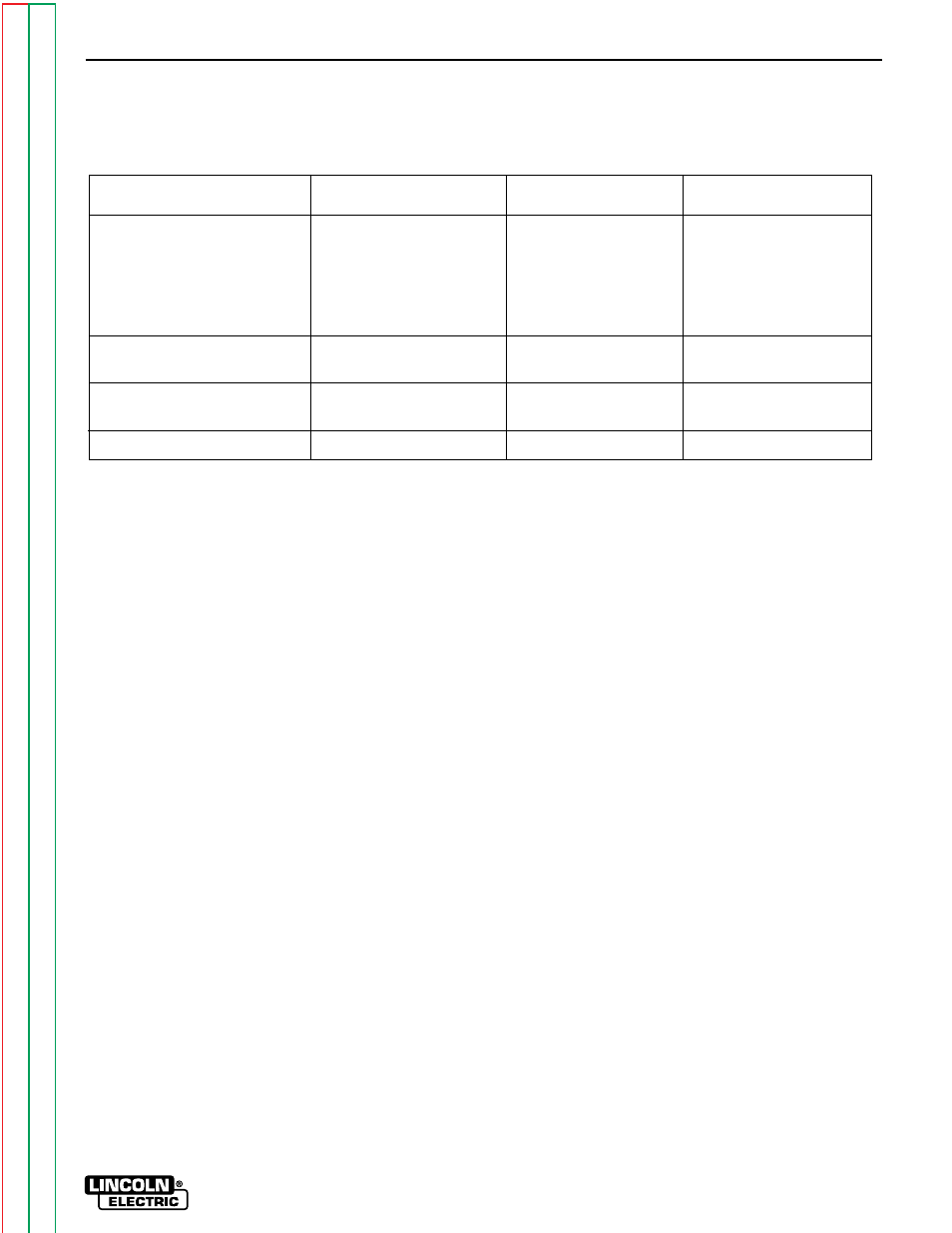
TABLE B.4
WELDING APPLICATIONS/ELECTRODE SELECTION GUIDE
Material Thickness
Electrode Type
Size
Setting
1/8” and thinner
FLEETWELD
®
37
3/32”
90 amps
1
AWS E6013
FLEETWELD
®
180
70 amps
AWS E6011
STABLE ARC
™
7018
90 amps
AWS E7018
3/16” Maximum
FLEETWELD
®
37
1/8”
125 amps
AWS E6013
5/16” Maximum
FLEETWELD
®
180
1/8”
90 amps
AWS E6011
Any Thickness
WEARSHIELD
®
1/8”
100 amps
NOTES:
The values listed are suggested settings. Actual setting may vary depending on individual preference and/or spe-
cific application. Beginners should use STABLE ARC E7018.
For electrodes not listed, follow tables that are packed with the electrodes.
Ask for the Lincoln WELD DIRECTORY (Publication M210) for a complete listing of all Lincoln stick electrodes
available.
1
AWS = American Welding Society
OPERATION
NOTE: The serviceability of a product or structure
utilizing this type of information is and must
be the sole responsibility of the builder/user.
Many variables beyond the control of The
Lincoln Electric Company affect the results
obtained in applying this type of informa-
tion. These variables include, but are not
limited to, welding procedure, plate chem-
istry and temperature, weldment design,
fabrication methods and service require-
ments.
STICK WELDING
Stick welding is probably the most familiar welding
process known. A coated ELECTRODE, the welding
rod, is clamped into an ELECTRODE HOLDER, an
insulated clamping device, which is connected to
the ELECTRODE CABLE, a heavy wire. The WORK,
the piece of metal to be welded, is connected to the
WORK CABLE, a heavy wire with a WORK CLAMP
on one end. The two cables connect to OUTPUT
TERMINALS on the welder, which is a high current
power source. See Figure B.3.
WELDING GUIDELINES