Stick electrode typical operating procedures, Minimum preheat and interpass temperature – Lincoln Electric Stick Electrode Welding C2.410 User Manual
Page 36
-36-
Stick Electrode Typical Operating Procedures
Sizes & Current Ranges (Amps)
Product
AWS
Electrode
Name
Class
Polarity
3 / 3 2 ”
1 / 8 ”
5 / 3 2 ”
3 / 1 6 ”
7 / 3 2 ”
1 / 4 ”
Fleetweld
®
5P
E6010
DC+
40-70
75-130
90-175
140-225
200-275
220-325
Fleetweld 5P+
E6010
DC+
40-70
65-130
90-175
140-225
---
---
Fleetweld 35
E6011
AC
50-85
75-120
90-160
120-200
150-260 190-300
DC±
40-75
70-110
80-145
110-180
135-235 170-270
Fleetweld 180
E6011
AC
40-90
60-120 115-150
---
---
---
DC±
40-80
55-110 105-135
---
---
---
Fleetweld 22
E6022
DC+
---
110-150 150-180
---
---
---
For Welding High Tensile Pipe
Shield-Arc
®
85
E7010-A1 DC+
50-90
75-130
90-175
140-225
---
---
Shield-Arc HYP+ E7010-P1 DC+
---
75-130
90-185
140-225
---
---
Shield-Arc 70+
E8010-G
DC+
---
75-130
90-185
140-225
---
---
Shield-Arc 80
E8010-G
DC+
---
75-130
90-185
140-225
160-250
---
Shield-Arc 90
E9010-G
DC+
---
75-130
90-185
140-225
---
---
“Out-of-Position” Group
All-purpose stick electrodes for general purpose fabrication and maintenance weld-
ing. Capable of x-ray quality welds out-of-position. Particularly good for vertical and
overhead. Deep penetration with maximum admixture. Light slag and flat beads
with distinctive ripples.
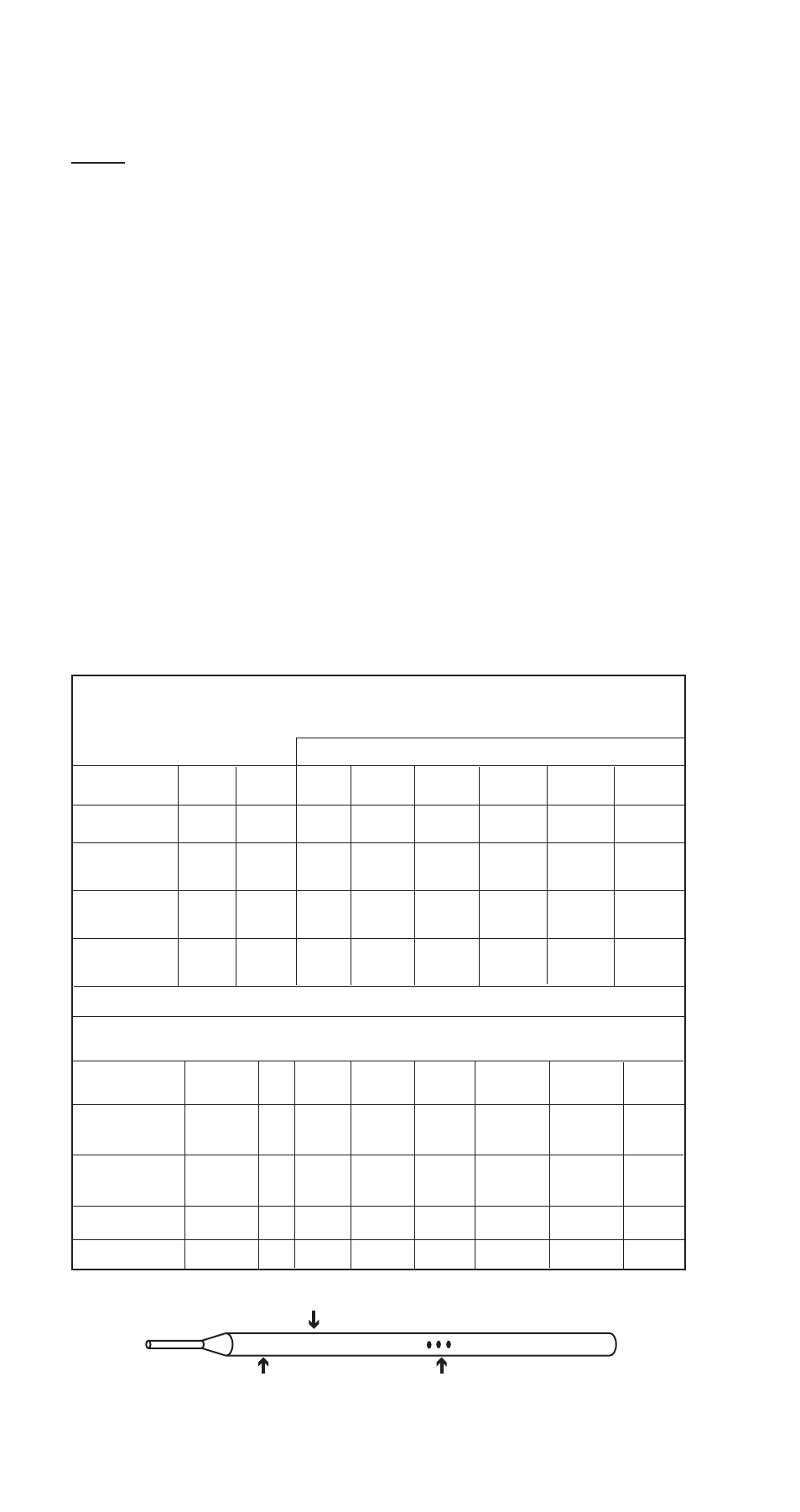
7018 H4R
OPTIONAL SUPPLEMENTAL
DESIGNATOR
AWS CLASS (OR NAME)
ON EACH ELECTRODE
LOOK FOR LINCOLN'S
SYMBOL OF DEPENDABILITY
Minimum Preheat and Interpass Temperature
(1) Continued
For stick electrode welding only
Based on AWS Specification D1.1
Notes
(1) Welding shall not be done when ambient temp. is lower than 0ºF.
Parts on which metal is being deposited shall be at or above the
specified temperature for a distance equal to the thickness of the part
being welded, but not less than 3”, in all directions from the point of
welding. Preheat and interpass temperature must be sufficient to
prevent cracking. Temperature above the minimum may be
required for highly restrained welds. For ASTM A709 Grade 70W
and ASTM A852 Grade 70, the maximum preheat and interpass tem-
perature shall not exceed 400ºF for thicknesses thru 1-1/2”, and
450ºF for greater thicknesses.
(2) When the base metal temperature is below 32ºF, preheat to at least
70ºF and maintain this minimum temperature during welding.