Lincoln Electric Stick Electrode Welding C2.410 User Manual
Page 27
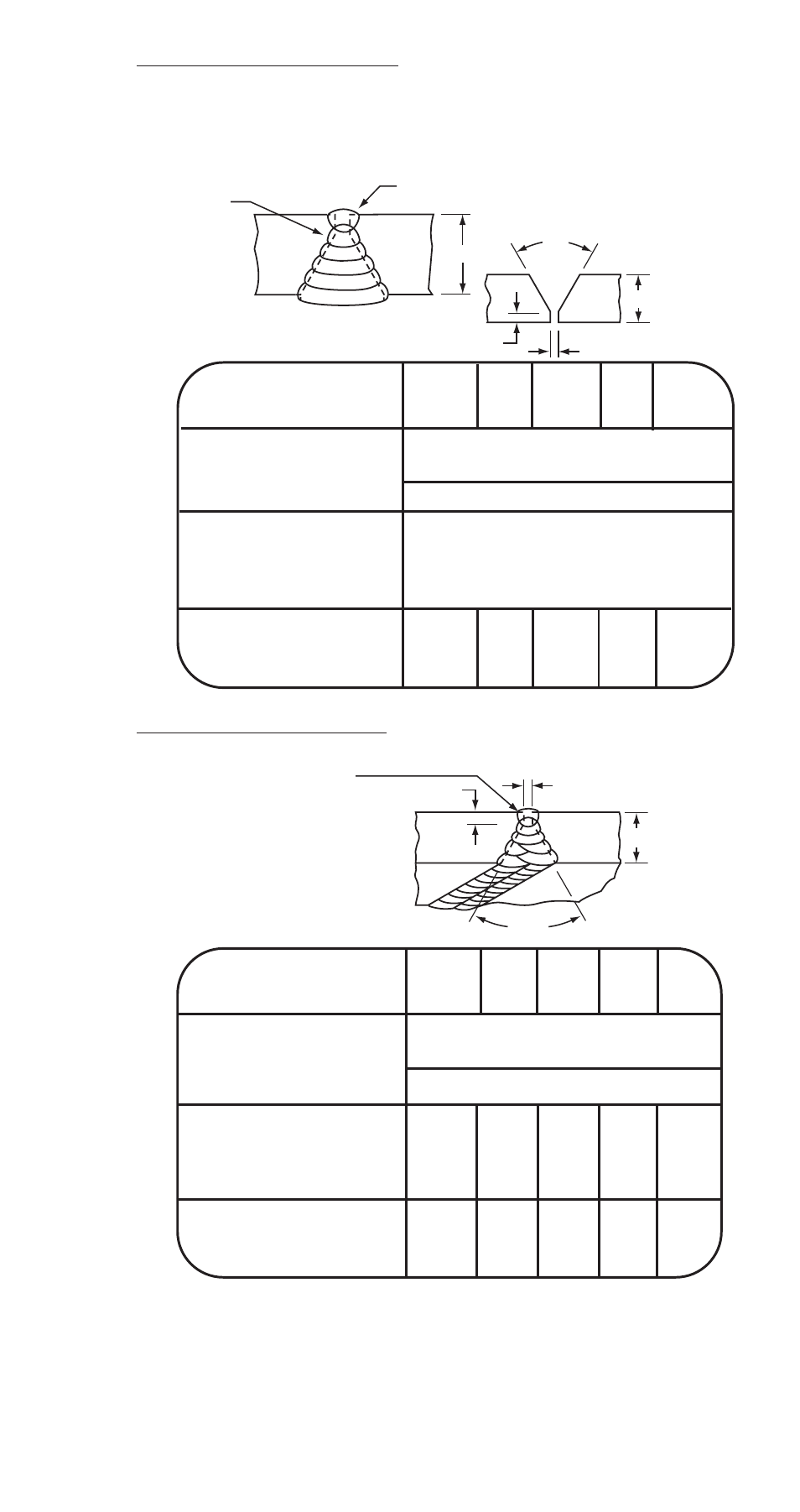
Vertical Up Groove Welds
Also see Out-of-Position Procedures, page 4.
Overhead Groove Welds
-27-
1/8"
First Pass
3/16" Fleetweld 5P
(E6010), 150 amps
DC+, 4-1/2 in./min.
1/8"
Last Pass - back gouge
before welding.
T
T
60°
Plate Size – T (in.)
1/2
5/8
3/4
1
1-1/4
No. of Passes
3
4
5
7
9
Electrode/AWS Class
Jet LH-78MR, Excalibur 7018/E7018
Excalibur 7018-1/E7018-1
Diameter (in.)
5/32
Current (Amps)
155
Polarity
DC+
Arc Speed In./Min.
(1)
3-1/2
Ft. of Weld/Hr.
(2)
5.4
3.7
2.7
1.6
1.0
Lbs. of Elec./Ft. of weld
.750
(3)
1.21
(3)
1.78
(3)
3.20
(3)
5.05
(3)
First Pass
1/8" Fleetweld 5P (E6010)
110 Amps DC +, 4-1/2 in./min.
Use split weave
for all passes
after third.
1/16"
1/16"
T
60°
Plate Size – T (in.)
5/16
3/8
1/2
3/4
1
No. of Passes
1
1
1
1
1
Electrode/AWS Class
Jet LH-78MR,
Excalibur 7018 /E7018
Excalibur 7018-1 /E7018-1
Diameter
5/32”
Current (Amps)
160
160
160
160
160
Polarity
DC+
DC+
DC+ DC+
DC+
Arc Speed In./Min.
(1)
3-1/2
3-1/2 3-1/2
4
4
Ft. of Weld/Hr.
(2)
10
7.5
5.0
2.5
1.5
Lbs. of Elec./Ft. of weld .330
(4)
.450
(4)
.840
(
(4)
1.88
(4)
3.34
(4)
(1) First low hydrogen pass only. On later passes adjust Arc Speed to obtain
proper bead size.
(2) Total for all passes. 100% operating factor.
(3) Plus .280 lbs. of 3/16” E6010/ft. of weld for first pass.
(4) Plus .160 lbs. of 1/8” E6010/ft. of weld for first pass.