Corner welds -22 – Lincoln Electric Stick Electrode Welding C2.410 User Manual
Page 22
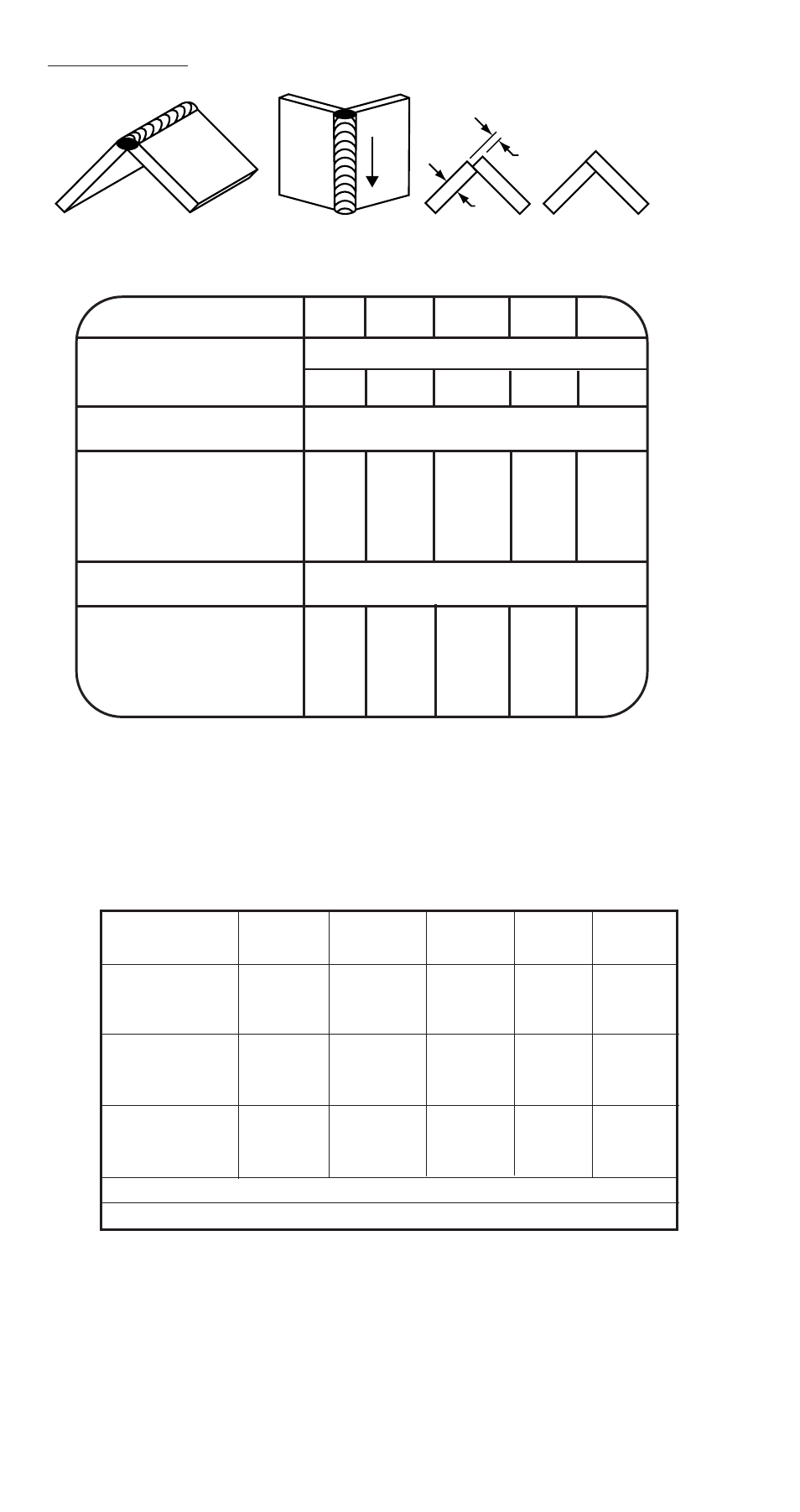
Corner Welds
-22-
Weld Type/
Position
18ga
16ga
14ga
12ga
10ga
Fillet Welds
0-30º
15
16
17
16
16
30-90º
18
19
21
20
18
Lap Welds
0-30º
17
18
18
16
15
30-60º
21
22
23
21
18
Groove Welds
0-30º
22
30
29
27
25
30-60º
26
32
30
29
27
Edge Welds - Same as DC
Corner Welds - Same as DC
Flat
Vertical
(welded down)
18 to
10 gauge
Permissible for
18 & 16 gauge
1/2 T
T
Plate Size
18ga
16ga
14ga
12ga
10ga
Electrode/AWS Class
Fleetweld 5P, Fleetweld 5P+ /E6010
Diameter (in.)
3/32
1/8
1/8
5/32
3/16
Position
(1)
0-30° Downhill
Current (Amps)
45
80
85
110
155
Polarity
(2)
DC-
DC-
DC-
DC-
DC+
Arc Speed - In./Min.
(3)
33
38
38
36
30
Lbs of Elec./Ft. of Weld
.020
.028
.030
.043
.051
Position
(1)
30-90° Downhill
Current (Amps)
50
90
95
120
170
Polarity
(2)
DC-
DC-
DC-
DC-
DC+
Arc Speed In./Min.
(3)
38
43
43
40
36
Lbs. of Elec./Ft. of Weld .018
.028
.029
.044
.046
(1) 45 to 75º downhill position is recommended for easy welding and fast
speeds. Corner welds on 10 gauge steel can be welded 5-7 in./min. faster
when positioned 75 to 90º downhill rather than 45 to 75º downhill.
(2) For AC welding use:
a. E6011 in place of E6010 or E6013 in place of E6012
b. The same electrode diameters.
c. About 10% higher current.
d. The following arc speeds:
(3) For ft. of weld/hr. multiply in./min. by 5. 100% operating factor.
Arc Speed (inch/min)