Blade selection – Woodstock SHOP FOX W1677 User Manual
Page 26
-24-
W1677/W1711 10" Table Saw
O
PE
R
AT
IO
N
S
Blade Selection
With all the various kinds of blades available, it would be
beyond the scope of this manual to name every type of
blade and tooth design. However, some basics are impor-
tant to know.
Blade Material
There are two major materials used in circular saw
blades—
Carbide and Steel.
Most woodworkers these days prefer
carbide-tipped
blades because they can last much longer than steel
blades before they need to be resharpened. Carbide-
tipped blades are also a lot more expensive than steel
blades and require expensive honing equipment to be
sharpened.
Steel blades can be sharper than carbide-tipped blades
and create less friction during a cut. Since they wear out
so quickly, they are often only used if heat will be a fore-
seeable problem when cutting thick stock. Steel blades
are easy to resharpen and are not as expensive as their
carbide-tipped counterparts.
Blade Types
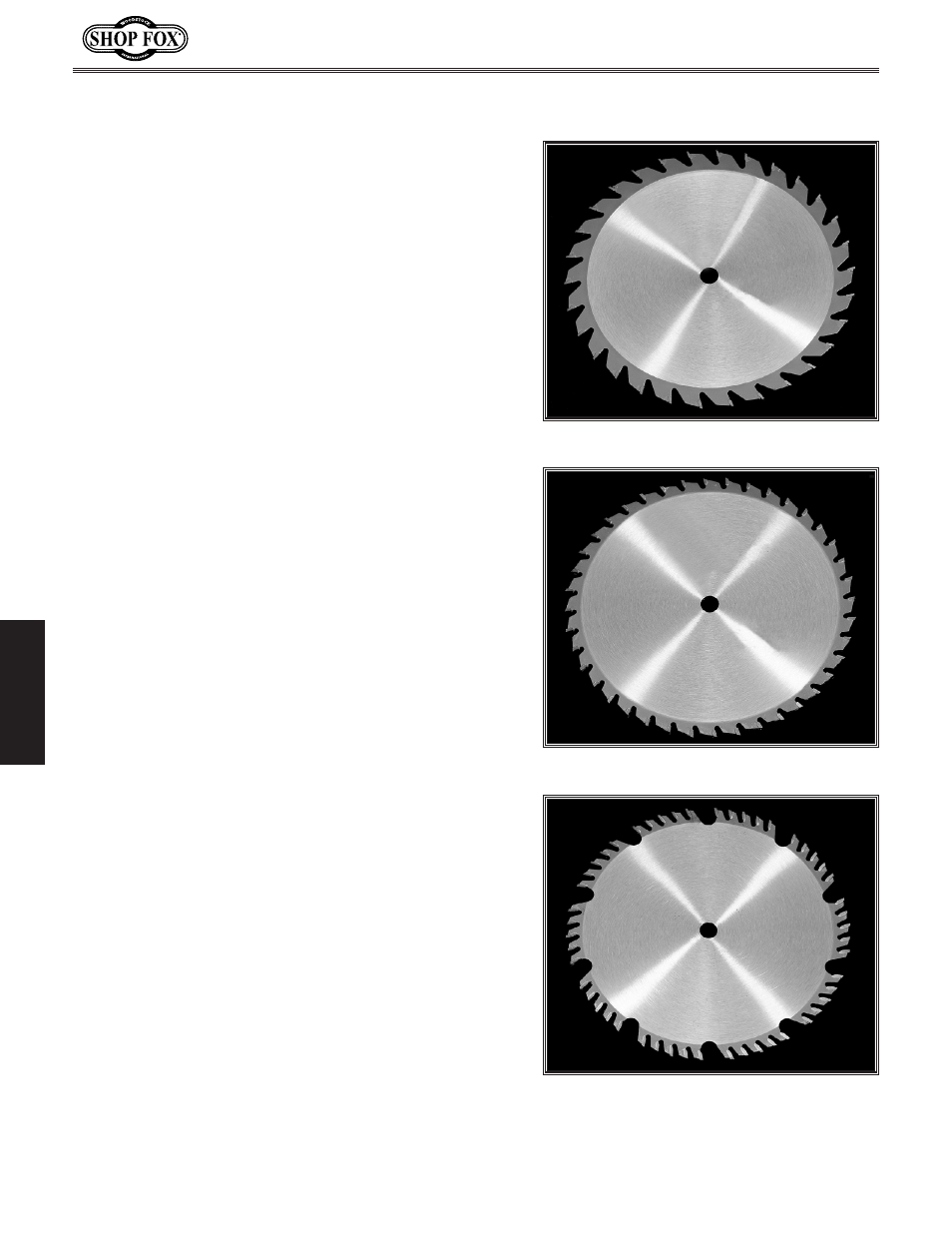
• Rip blades (
Figure 33) typically have between 30-40
teeth and provide fast feed rates when making long
cuts along the grain. Rip blades have large teeth for
excellent chip clearance and minimal binding. The
main drawback for rip blades are the rough cuts left
in the stock.
• Crosscutting blades (
Figure 34) are designed for
quick, smooth action when making cuts across the
grain. Drawbacks of this type of blade are buildup of
heat, slower feed rates and premature wear of the
blade because the greater number of teeth creates
more friction.
• Combination blades (
Figure 35) perform both rip-
ping and crosscutting duties well. The blades carry
enough teeth to perform the smooth cutting of a
crosscutting blade and the large gullets of a rip
blade to clear sawdust quickly. Drawbacks of this
type of blade are that they do not perform either
function as well as a dedicated rip or crosscut blade.
Figure 33. Rip blade.
Figure 34. Crosscutting blade.
Figure 35. Combination blade.