Maintenance – Siemens 680 User Manual
Page 24
- 23 -
Maintenance
Sleeve Bearing
When replacing sleeve bearings, it is always desirable
to check the fit (contact pattern) of the bearing to the
shaft. When ordering sleeve bearings, be sure to
provide complete motor nameplate and bearing data. If
bearing is insulated, be sure to replace it with another
insulated bearing.
Whenever a bearing is replaced, cleanliness must be
observed through every step of the operation.
Always inspect the bearing journal surfaces; they must
be smooth and polished. Slight scoring can be
removed with crocus cloth. If the motor shaft has been
seriously scored it must be put between centers and
reground. Journals can be ground 0.001 inch under
size, but they must be round and concentric with shaft
center.
Sleeve Bearing Replacement
The replacement of sleeve bearings can often be
accomplished without uncoupling the load or otherwise
disturbing the installation.
500 and 580 Frames (See Figure 5)
1. Check replacement bearings for nicks or shipping
damage. Do not scrape.
2. Remove the upper half of the bearing bracket.
NOTE: For 500 frame, WPII motors, the upper top
enclosure must be removed before disassembly
of the upper bearing bracket.
3. Carefully remove the top half of the bearing
capsule by first lifting straight up, then pulling
away from the bearing area. NOTE: The floating
oil seals may remain in place during the
replacement of the bearing bushing.
4. Remove the top half of the bearing bushing.
5. Remove bearing temperature probes if so
equipped.
6. Displace the oil rings axially away from the bottom
half of the sleeve bearing.
7. Raise the shaft slightly and support it.
8. Rotate the lower bearing half 180° and remove the
lower half of the bearing bushing.
9. Reassemble, reversing the steps above. Apply
sealant. (See MAINTENANCE, SEALING PARTS
for proper sealing of this bearing design.) Be
careful not to disturb or jam the seals when
replacing the upper half of the bearing capsule.
Carefully line up the anti-rotation key on the oil
seals with the keyseat on the bearing capsule.
10. Lubricate. Turn motor by hand to be sure of proper
fit and oil ring operation.
11. Start motor without load and check oil ring
operation.
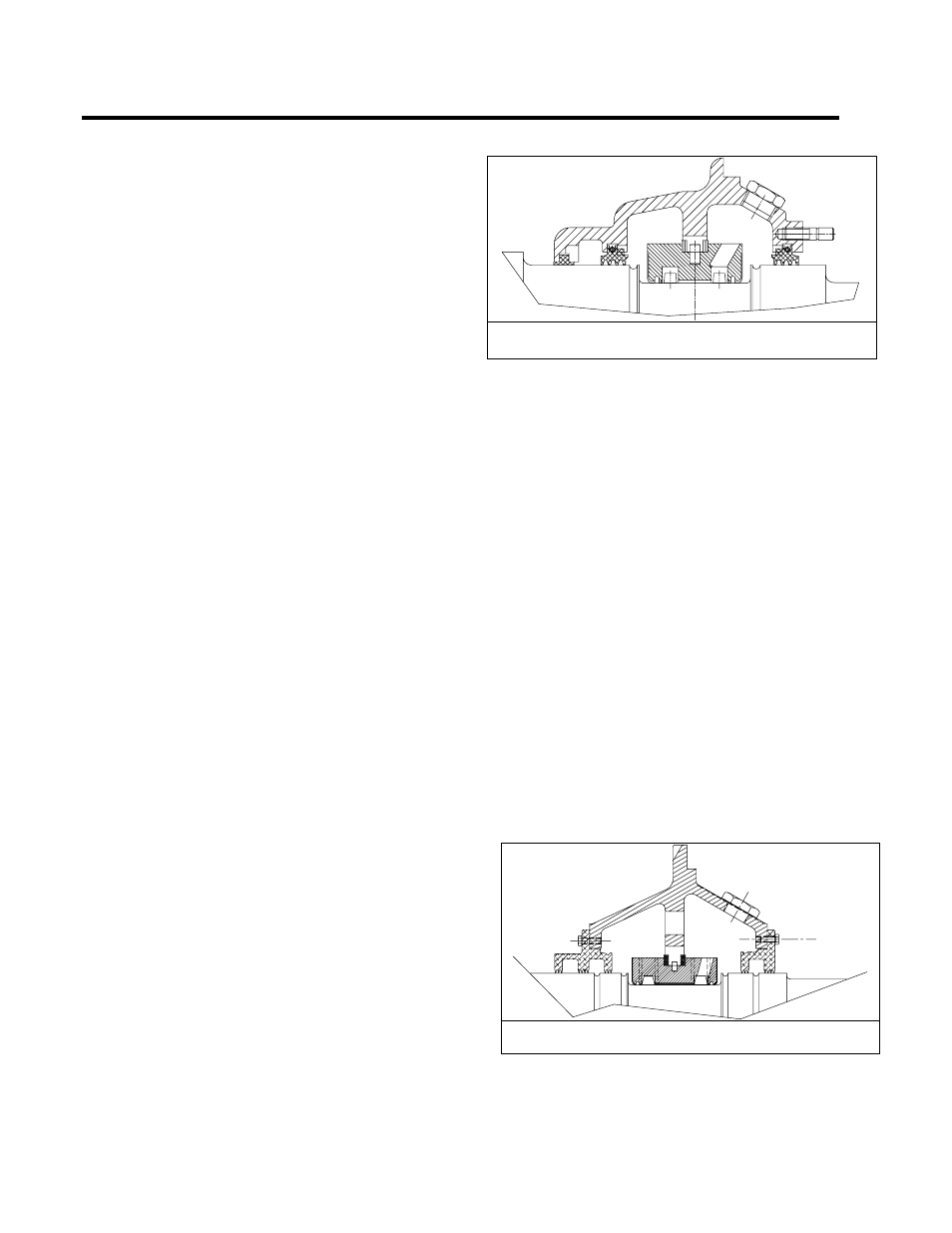
Figure 5. Sleeve Bearing Construction with Floating
Type Oil Seals - 500 and 580 Frames
680 and 800 Frames (See Figure 6)
1. Check replacement bearings for nicks or shipping
damage. Do not scrape.
2. Remove the upper half of the bearing enclosure
(bracket).
3. Loosen the inner and outer oil guards and displace
them axially a small amount so as to free upper
half of bearing capsule.
4. Remove the upper half of the bearing capsule.
5. Remove the top half of the bearing bushing.
6. Remove bearing temperature probes if so
equipped.
7. Displace the oil rings axially away from the bottom
half of the sleeve bearing.
8. Raise the shaft slightly and support it in that
position.
9. Rotate the lower bearing half 180° and remove the
lower half of the bearing bushing.
10. Reassemble, reversing the steps above. (See
MAINTENANCE, SEALING PARTS for proper
sealing of this bearing design).
11. Lubricate. Turn motor by hand to be sure of proper
fit and oil ring operation.
12. Start motor without load and check oil ring
operation.
Figure 6. Sleeve bearing construction with labyrinth-type
oil seals - 680 and 800 Frames.