2. electrode and amperage selection chart, 3. striking an arc − scratch start technique, 4. striking an arc − tapping technique – Hobart Welding Products CHAMPION 4500 User Manual
Page 42
OM-4418 Page 38
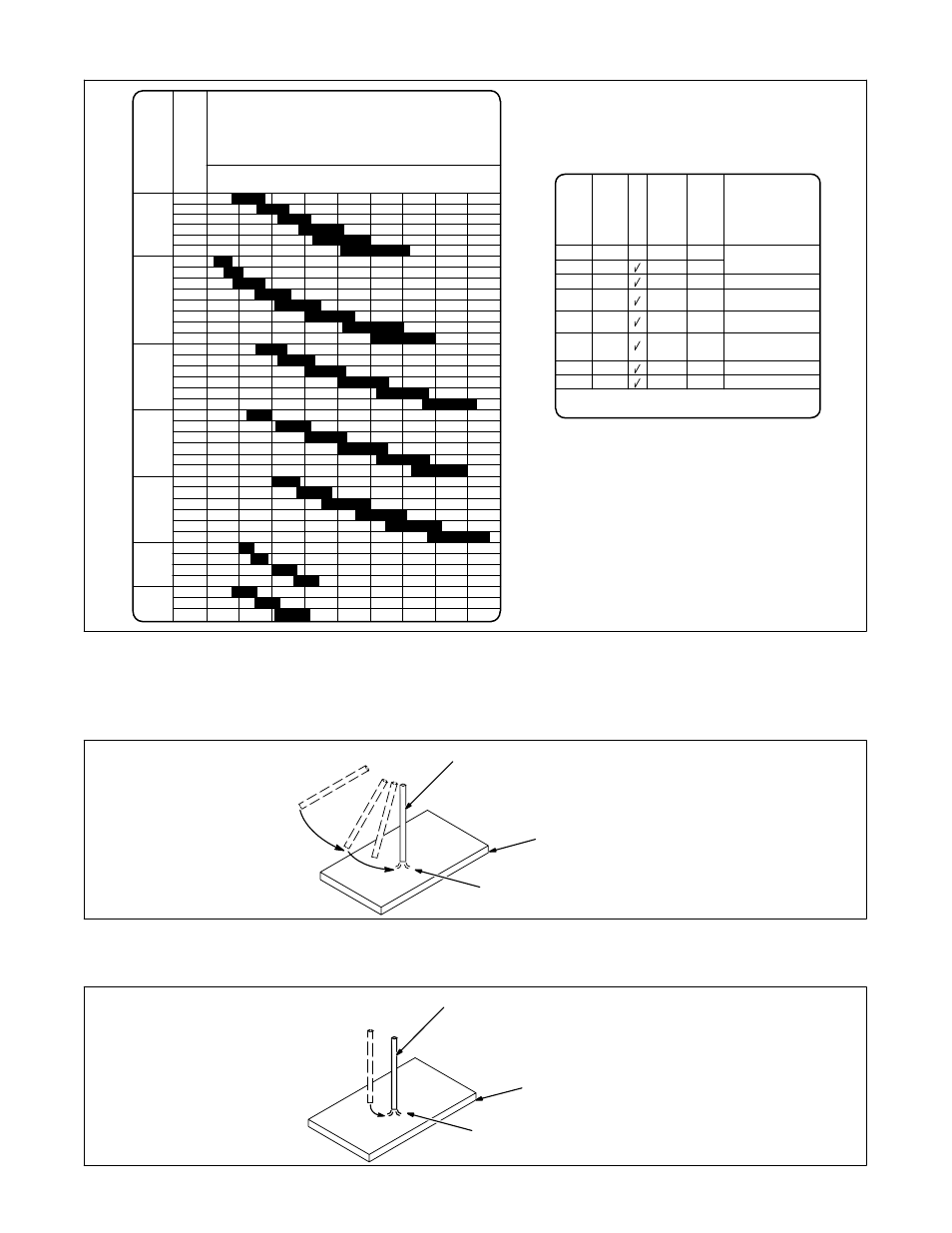
12-2. Electrode and Amperage Selection Chart
Ref. S-087 985-A
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
50
100
150
200
250
300
350
400
450
ELECTRODE
DC*
AC
POSITION
PENETRA
TION
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELECTRODE
AMPERAGE
RANGE
DIAMETER
12-3. Striking an Arc − Scratch Start Technique
S-0049
1
Electrode
2
Workpiece
3
Arc
Drag electrode across workpiece
like striking a match; lift electrode
slightly after touching work. If arc
goes out electrode was lifted to
high. If electrode sticks to work-
piece, use a quick twist to free it.
1
2
3
12-4. Striking an Arc − Tapping Technique
S-0050
1
Electrode
2
Workpiece
3
Arc
Bring electrode straight down to
workpiece; then lift slightly to start
arc. If arc goes out, electrode was
lifted too high. If electrode sticks to
workpiece, use a quick twist to free it.
1
3
2