Wire welding package – Hobart Welding Products HANDLER OM-925 217 694A User Manual
Page 27
OM-925 Page 23
217 754-
Wire Welding Package
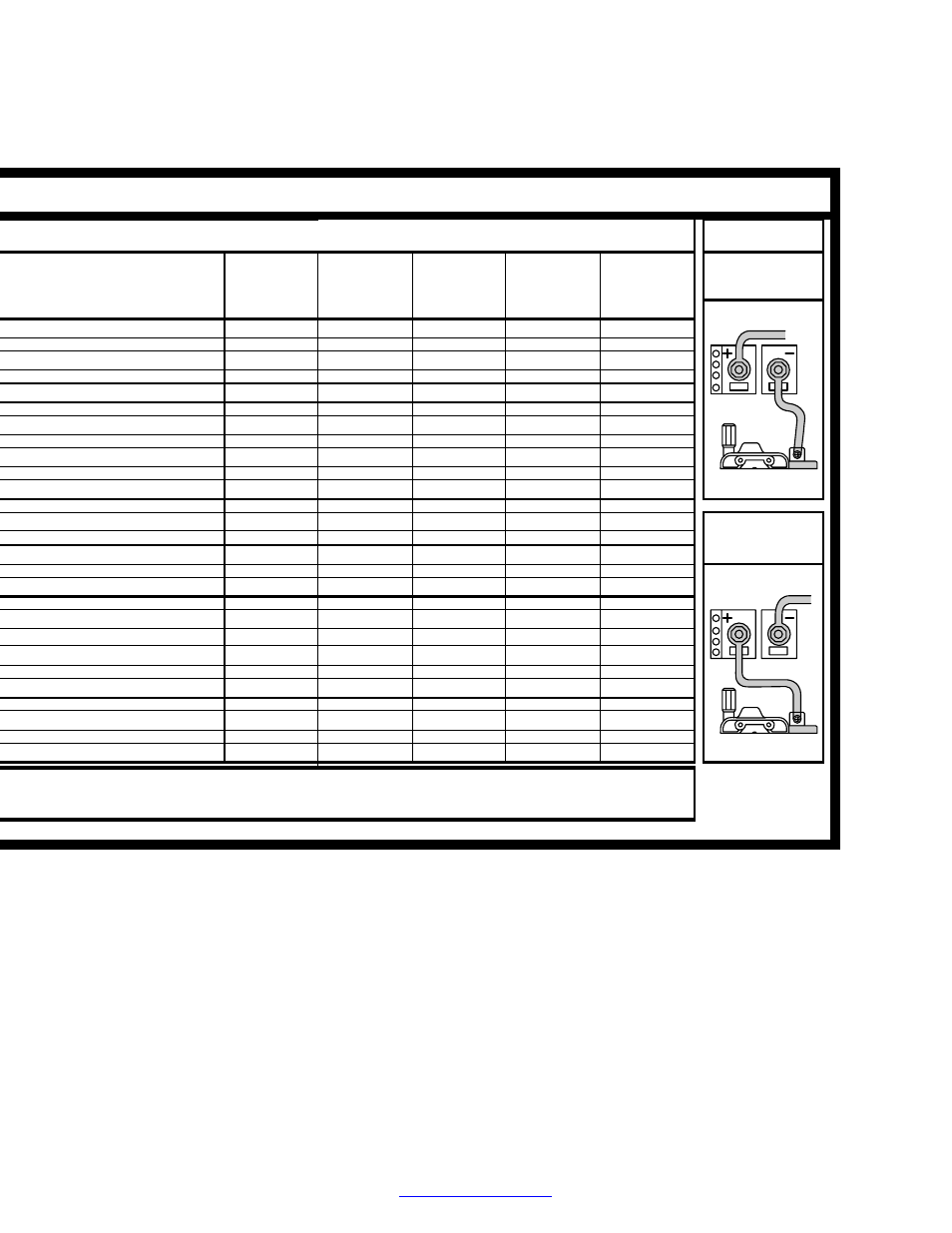
Recommended Voltage and Wire Speed Settings for thickness of metal being welded.
CHANGING
POLARITY
DCEN
18 ga.
16 ga.
11 ga.
Number left of slash is Voltage Setting / Number right of slash is Wire Feed Setting.
.048 in.
.060 in.
1/8 inch
3/16 inch
1/4 inch
5/16 inch
(1.2 mm)
(1.6 mm)
(3.2 mm)
(4.8 mm)
(6.4 mm)
(8.0 mm)
1 / 10
1 / 30
3 / 50
3 / 60
4 / 70*
~
~
1 / 20
3 / 40
3 / 50
4 / 60
4 / 75*
~
~
2 / 20
3 / 40
4 / 50
4 / 60*
1 / 45
2 / 50
3 / 90
~
~
~
1 / 40
2 / 40
3 / 80
4 / 85
~
~
1 / 25
2 / 30
3 / 75
3 / 80
4 / 60*
~
2 / 30
2 / 35
3 / 70
~
~
~
DCEP
2 / 20
2 / 30
3 / 65
4 / 40
~
~
2 / 10
2 / 20
3 / 55
4 / 30
4 / 60*
~
2 / 25
2 / 40
3 / 50
~
~
~
2 / 15
2 / 20
2 / 40
4 / 80
~
~
~
2 / 10
2 / 30
4 / 70
~
~
~
1 / 100**
4 / 100**
~
~
~
~
1 / 95**
4 / 90**
~
~
~
Make sure that hub tension is not too tight and keep the torch straight as possible. A ”push angle” for the torch is recommended.
Electrode Negative
For Flux Cored Wire
Electrode Positive
For Solid Wire
Wire Speed listed is a starting value only. Wire Speed setting can be
fine−tuned while welding. Wire Speed also depends on other variables
such as stick out, travel speed, weld angle, cleanliness of metal, etc.