Crooked/wavy bead, Porosity, Excessive spatter – Harbor Freight Tools 55525 User Manual
Page 23: Strike test
for technical questions, please call 1-800-444-3353;
troubleshooting section at end of manual.
Page 23
SKU 55525
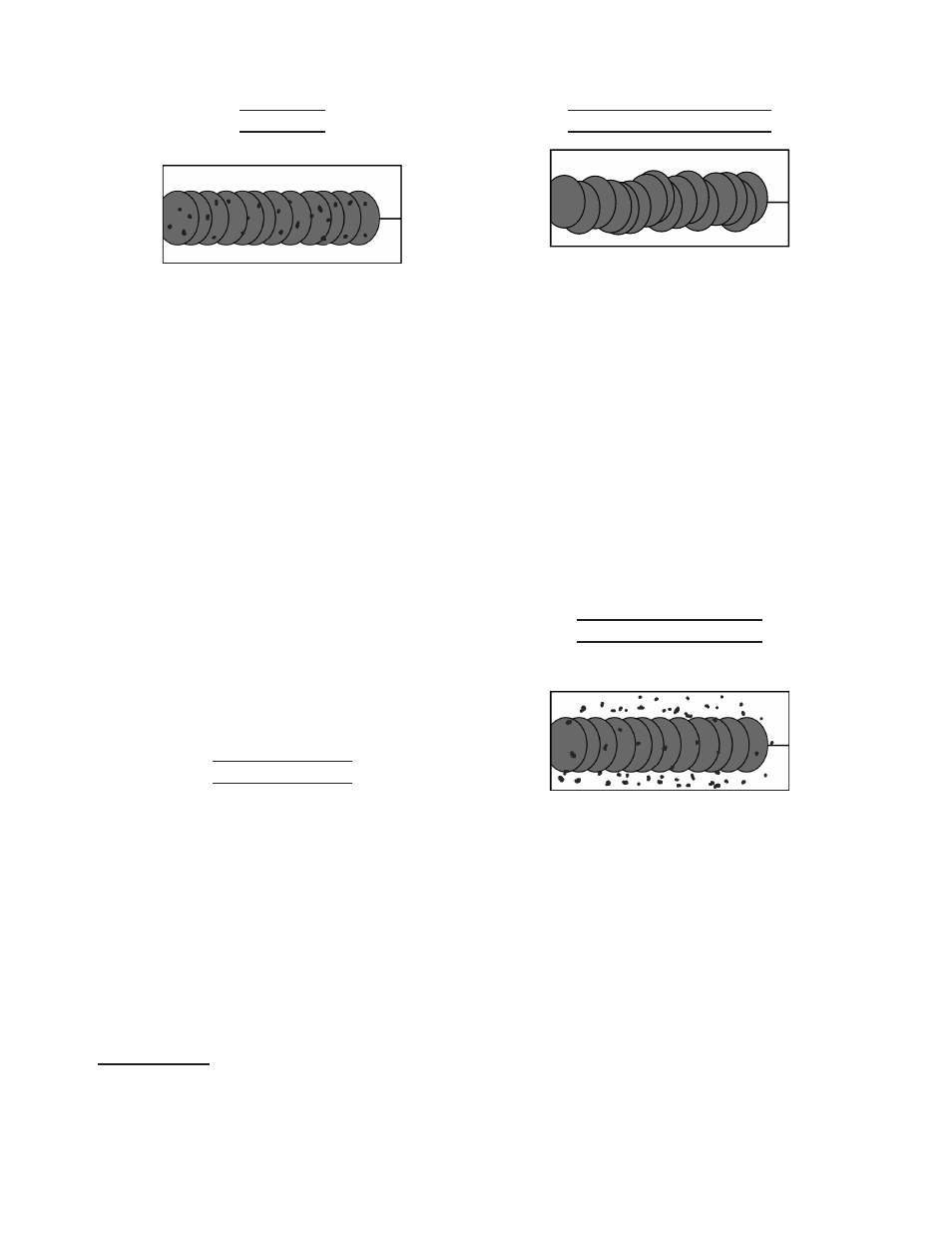
Crooked/wavy bead
pOssIbLE CAUsEs AnD sOLUtIOns
stickout too long:
Reduce stickout.
Inaccurate welding:
Use two hands or rest hand on steady
surface.
1.
2.
top
VIew
porosity
small cavities or holes in the bead.
pOssIbLE CAUsEs AnD sOLUtIOns
stickout too long:
Reduce stickout.
Dirty workpiece or welding wire:
Make certain that workpiece and wire are
both clean and free from oil, coatings, and
other residues.
Insufficient gas flow at weld:
Increase flow of shielding gas.
Dirty nozzle:
Clean nozzle by following the directions in
the cleaning section of this manual.
Wrong type of shielding gas:
Use only the correct welding gas for the
application and wire.
1.
2.
3.
4.
5.
top
VIew
Excessive spatter
spatter that is grainy and large.
fine spatter is normal.
pOssIbLE CAUsEs AnD sOLUtIOns
Wire feeding too fast:
Reduce wire feed speed.
stickout too long:
Reduce stickout.
Dirty workpiece or welding wire:
Make certain that workpiece and wire are
both clean and free from oil, coatings, and
other residues.
Insufficient gas flow at weld:
Increase flow of shielding gas.
shielding gas being blown away from
weld area:
Protect the weld area from drafts.
1.
2.
3.
4.
5.
top
VIew
stRIKE tEst
A test weld on a pIECE Of sCRAp can be tested
by using the following procedure.
W E A R A n s I G O G G L E s D U R I n G t H I s
pROCEDURE.
After two scraps have been welded to-
gether and the weld has cooled, clamp one
scrap
*
in a sturdy vise.
Stay clear from underneath while you strike
the opposite scrap with a heavy hammer,
preferably a dead-blow hammer.
A good weld will deform but not break.
A poor weld will be brittle and snap at the
weld.
*
this test WILL damage the weld it is performed
on. this test is OnLy an indicator of weld tech-
nique and is not intended to test working welds.
1.
2.
3.