Mi n 1, Mi n 2, Ma x 1 – Harbor Freight Tools 55525 User Manual
Page 20: Ma x 2 6, Ma x 2
for technical questions, please call 1-800-444-3353;
troubleshooting section at end of manual.
Page 20
SKU 55525
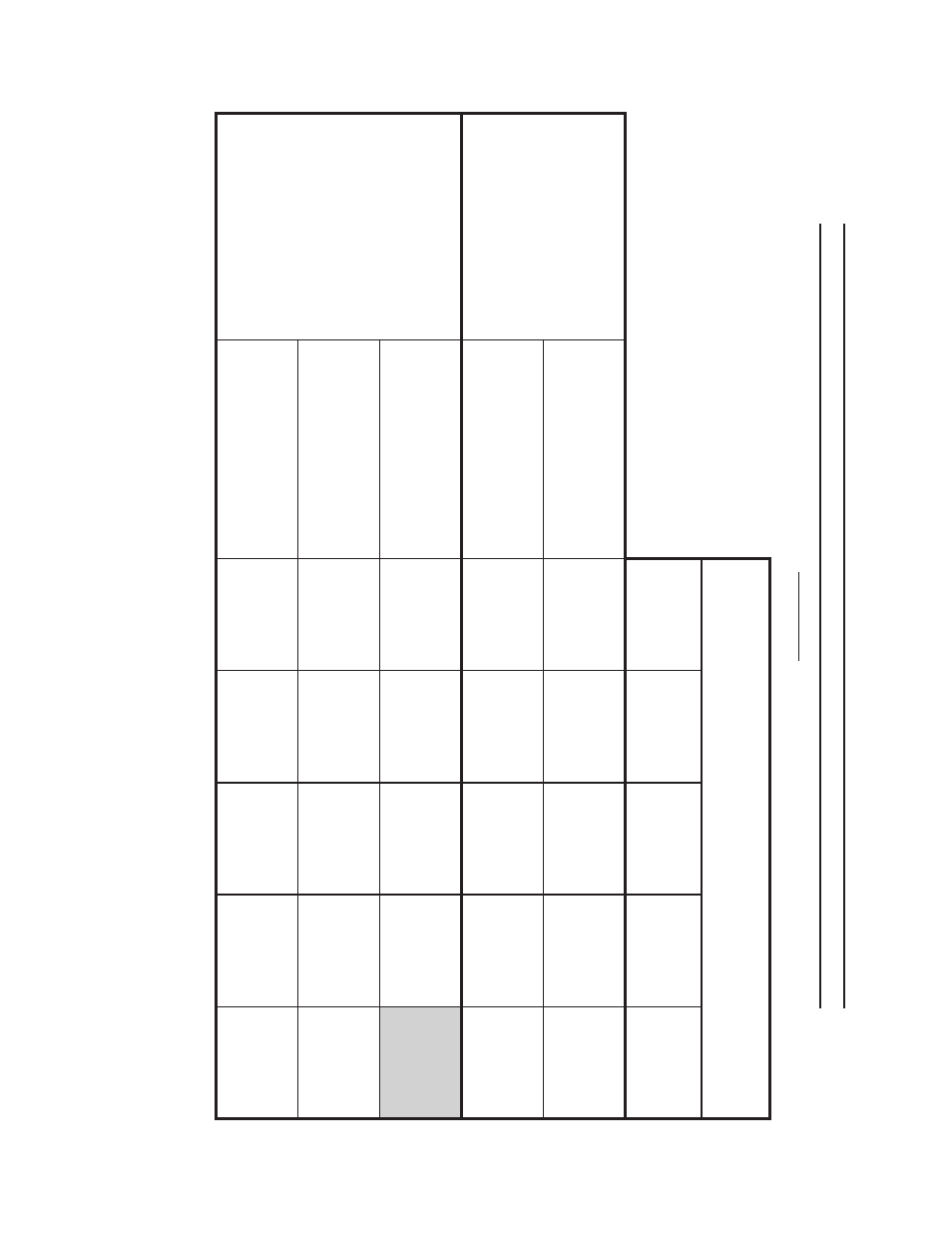
W
ELD
sE
tt
In
G
s C
HAR
t
f
IGURE
n
Welding Instructions continued on next page.
top figures are
Volta
g
e
s
ettings.
b
ottom n
umber is
Wire
s
peed
s
etting.
n
O
t
E:
t
he
n
umber
s
within
the
spaces
are
the
appr
oximate
wire
feed/v
olta
g
e
settings
recom-
mended*
for
this
wire
siz
e
and
material
thic
kness.
Material
t
hic
kness (
s
teel)
.035”-.047”
.047”-.075”
.075”-.125”
.125”-.157”
.157”-.250”
Wire
s
iz
e
(f
lux Core
, Mild
s
teel)
.023”
MI
n
1
1
MI
n
2
3
MA
x
1
4
MA
x
1
6
MA
x
2
6
.030”
MI
n
1
1
MI
n
2
2
MA
x
1
3
MA
x
1
5
MA
x
2
5
Wire
s
iz
e
(s
olid Core
, Mild
s
teel)
.023”
MI
n
2
4
MA
x
1
7
MA
x
2
5
MA
x
2
8
.030”
MI
n
2
2
MA
x
1
5
MA
x
1
6
MA
x
2
5
MA
x
2
7
.035”
MI
n
2
1
MA
x
1
2
MA
x
1
3
MA
x
2
4
MA
x
2
5
*t
his
char
t
is
onl
y
intended
to
sho
w
g
eneral
guidelines
for
diff
erent
wire
siz
es
and
for
diff
erent
thic
knesses
of
material.
t
he
settings
should
onl
y
be
used
at
the
beginning
of
a
weld
and
m
ust
be
adjusted
after
stopping
and
carefull
y
inspecting
the
weld.
p
roper
welding
takes
good
tec
hnique
and practice
.