Solution, Rounding / chamfering corners complete program – HEIDENHAIN TNC 426B (280 472) Training ISO programming User Manual
Page 9
HEIDENHAIN Basic Course ISO G
426
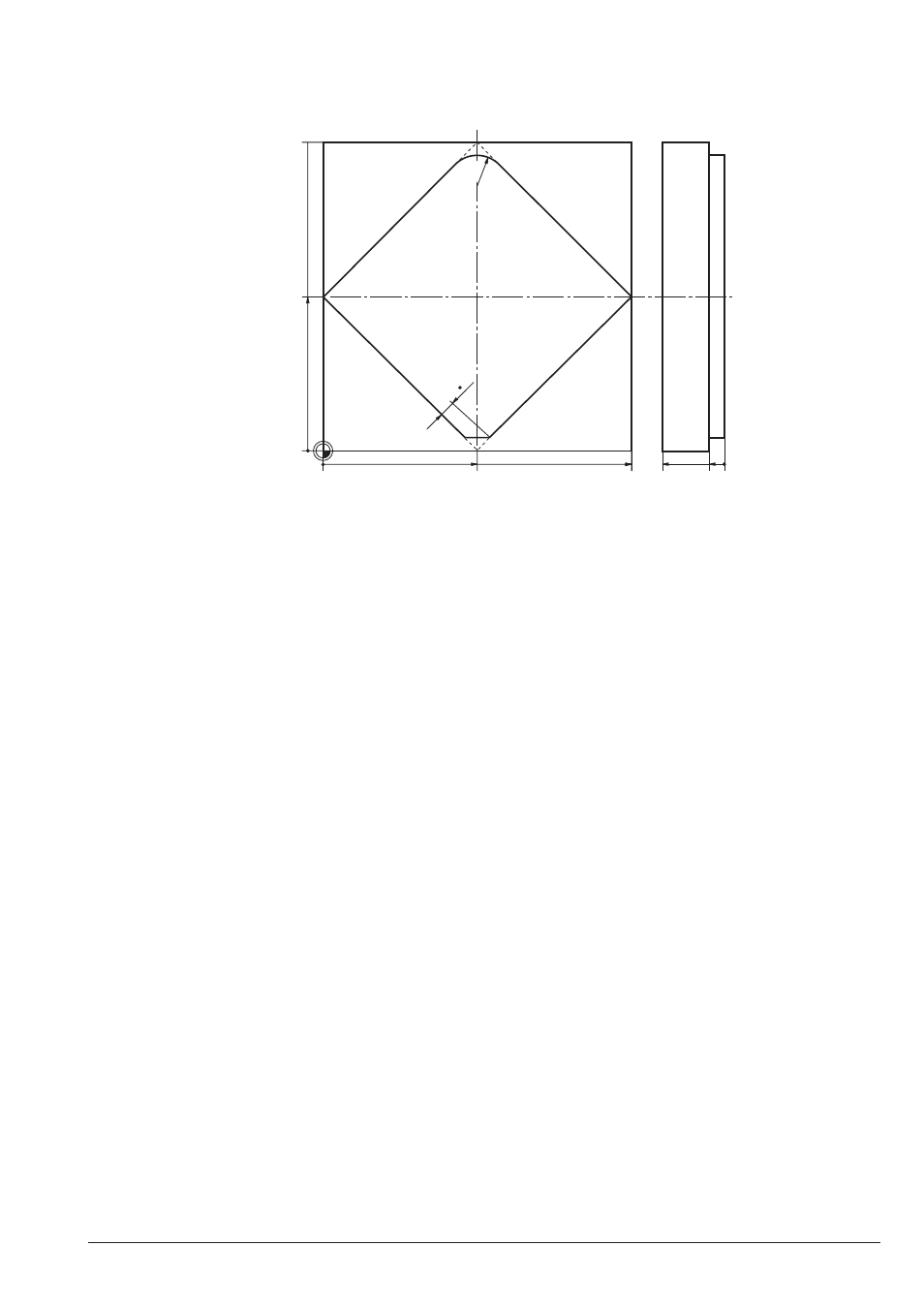
Complete program
62153/2
F06
100
100
0
50
0
50
R10
5 45°
100
20
0
5
%62153 G71 *
N10
G30 G17 X+0 Y+0 Z-20 *
N20
G31 G90 X+100 Y+100 Z+0 * .................................... WORKPIECE BLANK DEFINITION
N30
G99 T1 L+0 R+8 * ................................................... TOOL DEFINITION
N40
T1 G17 S4000 * ...................................................... TOOL CALL
N50
G00 G40 G90 Z+100 M03 * ...................................... CLEARANCE HEIGHT
N60
X-30 Y+50 * ............................................................ AUXILIARY POINT (G40)
N70
Z-5 *
N80
G01 G41 X+0 Y+50 F400 * ........................................ CONTOUR STARTING POINT
N90
X+50 Y+100 *
N100 G25 R10 F200 * ...................................................... ROUND CORNER
N110 X+100 Y+50 *
N120 X+50 Y+0 *
N130 G24 R5 * ................................................................ CHAMFER
N140 X+0 Y+50 *
N150 G40 X-30 Y+50 * ..................................................... AUXILIARY POINT (G40)
N160 G00 Z+100 M30 * .................................................... PGM END
N999999 %62153 G71 *