Solution, Die i, Complete program – HEIDENHAIN TNC 426B (280 472) Training ISO programming User Manual
Page 31
HEIDENHAIN Basic Course ISO G
426
62174/2
F06
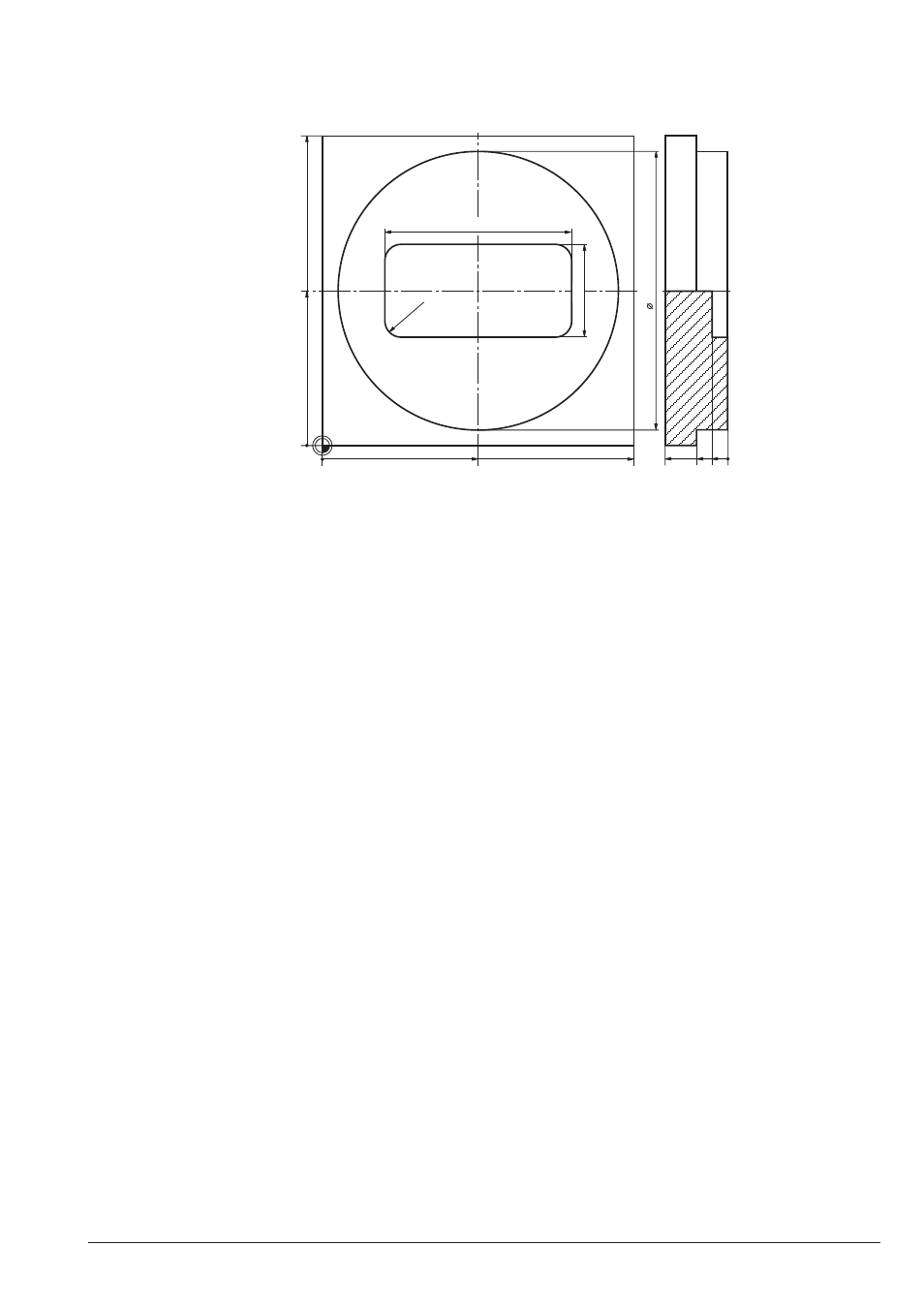
Complete program
100
100
0
50
0
50
20
0
R5,25
10
60
30
90
h7
5
%62174 G71 *
N5
G30 G17 X+0 Y+0 Z-20 *
N10
G31 G90 X+100 Y+100 Z+0 *
N15
T13 G17 S800 *
N20
G00 G40 G90 Z+100 M03 *
N25
G215 ..................................................................... FINISH CYLINDRICAL STUD
Q200=2 .................................................................. SETUP CLEARANCE
Q201=-10 ............................................................... DEPTH
Q206=150 .............................................................. FEED RATE FOR PLUNGING
Q202=10 ................................................................ PLUNGING DEPTH
Q207=200 .............................................................. FEED RATE FOR MILLING
Q203=+0 ................................................................ SURFACE COORDINATE
Q204=50 ................................................................ 2ND SETUP CLEARANCE
Q216=+50 .............................................................. CENTER IN 1ST AXIS
Q217=+50 .............................................................. CENTER IN 2ND AXIS
Q222=140 .............................................................. WORKPIECE BLANK DIAMETER
Q223=101 * ............................................................ FINISHED PART DIAMETER
N30
M99 *
N35
T7 DR+1 G17 S2000 *
N40
G00 G40 G90 Z+100 M03 *
N45
G75 ....................................................................... POCKET MILLING
P01 2 .................................................................... SETUP CLEARANCE
P02 -5 .................................................................... DEPTH
P03 5 .................................................................... PLUNGING DEPTH
P04 100 ................................................................. FEED RATE FOR PLUNGING
P05 X+60 ............................................................... LENGTH IN X
P06 Y+30 ............................................................... LENGTH IN Y
P07 250 ................................................................. FEED RATE FOR MILLING
P08 7 *
N50
G00 X+50 Y+50 *
N55
Z+2 M99 *
N60
Z+100 M06*