Posa start operating procedure – MK Products Cobramatic 120VAC User Manual
Page 12
Cobramatic
®
Owner’s Manual - page 5
motor produces approximately 1 1/2 lbs. inches and approximately 4 1/2 lbs.
inches when in the all other wires position.
NOTE:
Operating the cabinet with the switch in the wrong
position will cause wire feed diffi culties.
Posa Start Controls
The Posa Start Run-in Speed Control, located on the front panel, provides
adjustment for slow wire run-in. Once the arc has been established, the
wire feed speed is automatically changed from the slow run-in speed to the
welding speed set on the torch potentiometer.
Posa Start Operating Procedure
General
The Posa Start Run-in Speed Control, located on the front panel, provides
adjustment for slow wire run-in. Once the arc has been established, the
wire feed speed is automatically changed from the slow run-in speed to the
welding speed set on the torch potentiometer.
The Posa Start feature allows the Cobramatic® to be used in combination
with constant current DC welding power sources of open circuit voltage in
excess of 55 volts - also, any constant voltage welding power source capable
of a minimum of 50 amps.
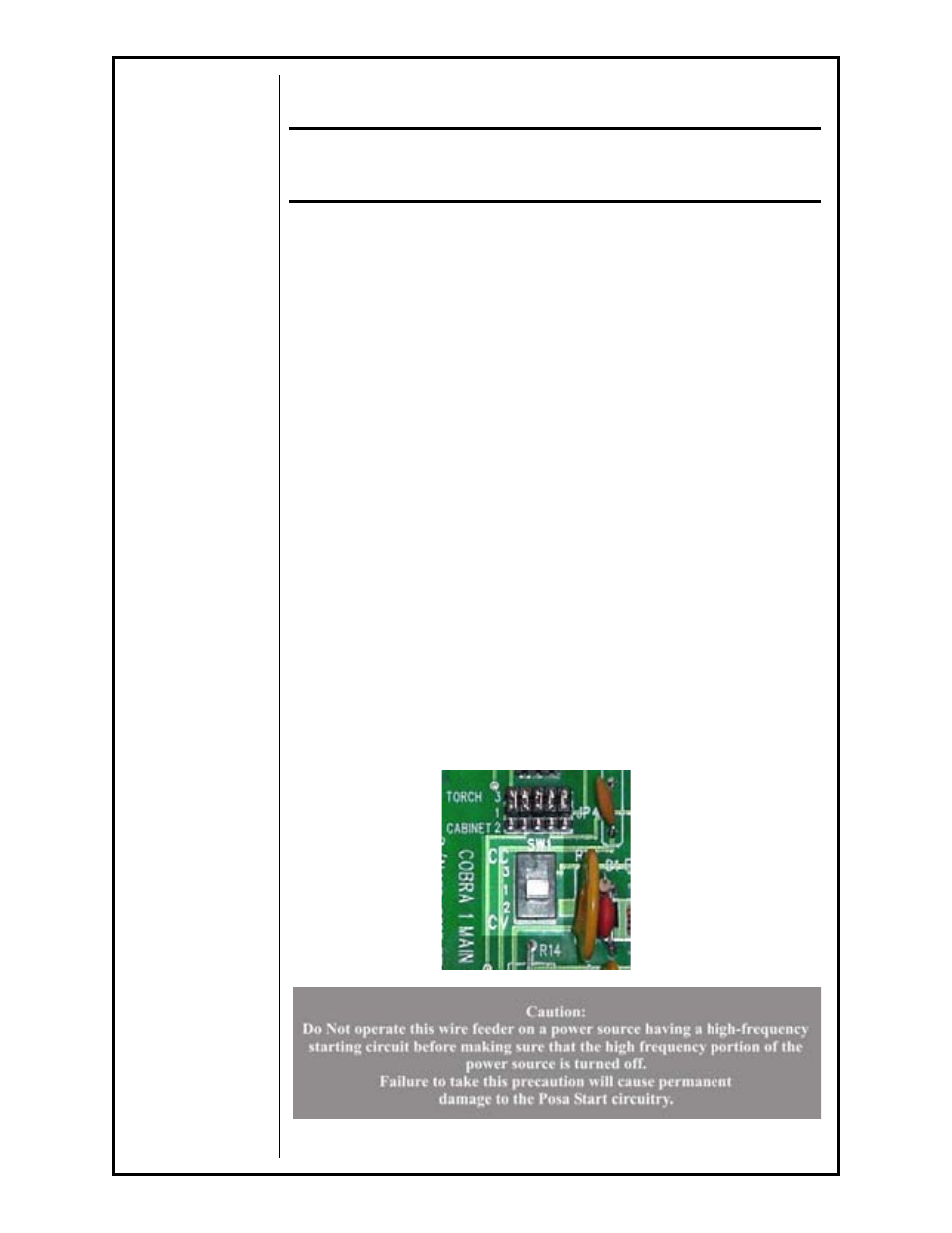
Main Board Confi guration
Factory supplied, this switch will be shipped in the CV (Constant Voltage)
position. This designates the type of welding power supply the Cobramatic
is connected to. If the the power supply is a Constant Current type (CC), the
switch should be moved to the CC position.
This switch is designed to confi gure the main board so that the OCV (Open
CIrcuit Voltage) and welding current (measured at J1 current sensor) prop-
erly engages the PosaStart
®
cirtcuit to tranfer from the run-in wire speed to
welding wire speed.
If the position of the switch does not match that of the power supply, the
PosaStart
®
circuit will not engage and wire speed transfer will not occur.