MK Products Cobramatic II User Manual
Page 14
Cobramatic
®
II Owner's Manual - Page 7
Insure power supply high frequency switch is in the “OFF” position, and
power supply is set to DC reverse polarity.
The power supply contactor should be set to “Remote” or “Tig” and the
amperage control set to “Panel” or “Standard” depending on power supply.
Turn the Cobramatic
®
II power switch to the “ON” position and the Posa Start
switch to the “OFF” position.
Adjust power source to desired amperage for your weld condition.
Press gun trigger and adjust wire feed speed at gun to match current setting.
If approximate wire feed speed is not known, it is better to start with excess
wire feed rather than too little, in order to prevent possible damage to the
contact tip.
Turn Posa Start switch to the “ON” position. Press torch trigger and, using
Run-in Speed Control, adjust wire feed speed to approximately 10% of the
welding wire speed.
Strike an arc; if the wire stubs out, reduce wire feed rate at gun, or increase
amperage setting on power source.
NOTE:
Because the Posa Start Run-in Speed always remains a percentage of the actual
welding wire feed rate, the Posa Start run-in speed will always slow down or
speed up proportional to any adjustment you now make at the gun. Therefore,
if you slow down the welding wire feed speed, you will have to increase the
Run-in Speed setting.
W
IRE
S
PEED
S
OURCE
(S1) (FIGURE 5)
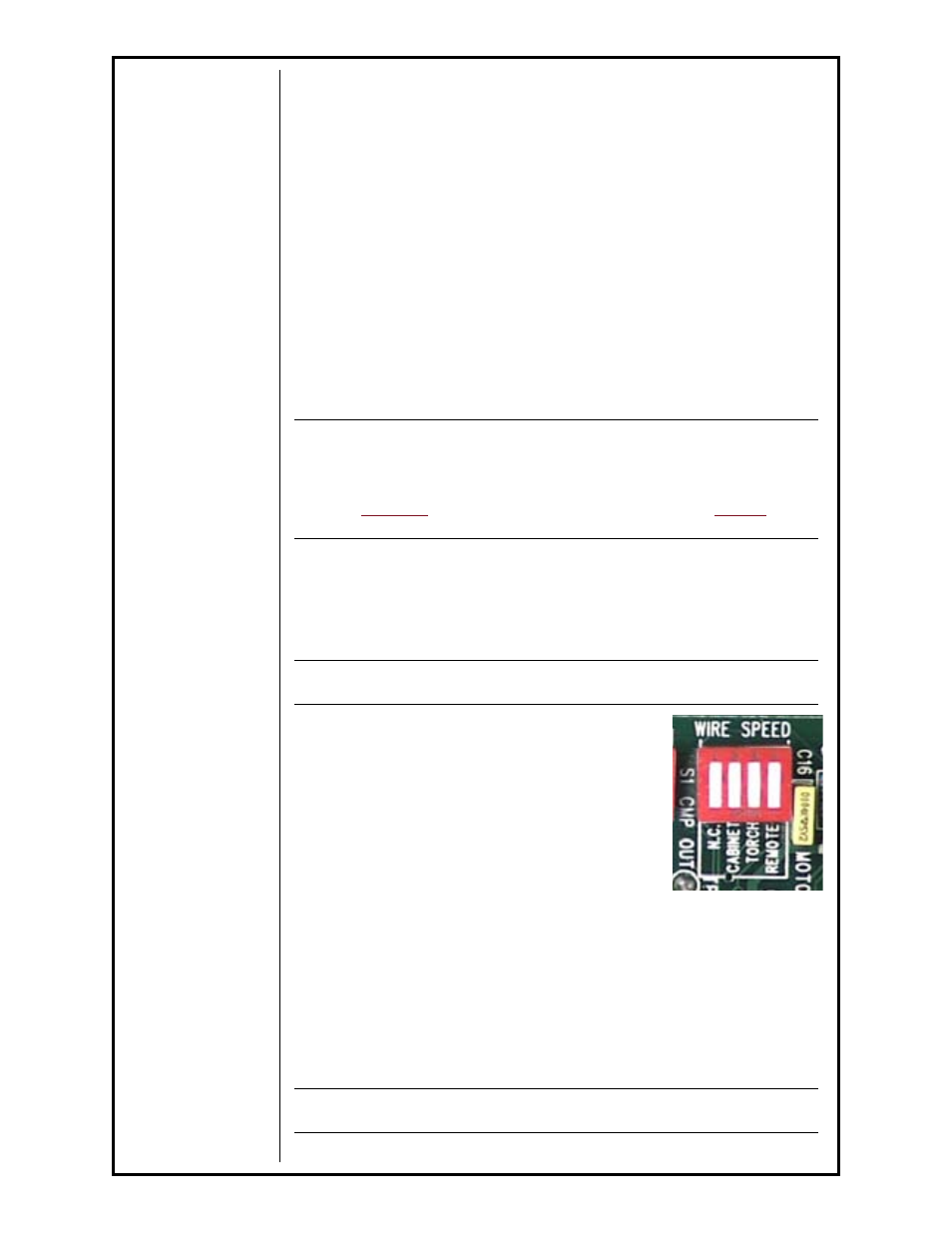
The wire feed command may be obtained from the torch, cabinet, or from a
0-10VDC analog signal by simply changing switch 1 (S1) settings.
S1, a four-position dip switch, is located in the upper left hand corner of the
Main PC Board and set as follows:
NOTE :
Only one switch may be "ON" at a time.
S
WITCH
1 S
ETTINGS
(S1) (FIGURE 5)
Position #1 No connection (NC)
#2 Selects cabinet potentiometer. (opt)
#3 Selects torch potentiometer.
#4 Selects a remote 0-10VDC
analog signal command through
a 5K ohm potentiometer:
J22-1 Ground
J22-3 Wiper
TP5 10VDC or external source
T
ORCH
C
OMPENSATING
N
ETWORK
(S2)
The Cobramatic
®
II circuit provides for linear control of the wire feed from
less than one volt to ten volts. The torch compensating network is provided
to match the torch motor gearbox ratio to the 0-10VDC linear control.
Therefore, regardless of which type of torch is used, one volt will equal 100
ipm, two volts equals 200 ipm, etc.
To set up the network for the torch you are using, locate dip switch 2 (S2) in
the upper left corner of the Main PC Board, and set as follows:
NOTE:
Only one switch may be "ON" at a time.