Kemppi KM 400 MVU User Manual
Page 11
EN
3.3.11 Setting of operation parameters
Button 9 also is used for changing welding parameters as follows:
• Depress button 9 for at least five seconds. The set-up menu appears on display 2.
• Select the parameter to adjust with the left-hand knob (10) so that the name of the
parameter you want to adjust is shown on display 2.
• Set a value for the parameter by using the right-hand knob (11) such that the value
you want is shown on display 2. The value you selected is recorded in the control panel
memory.
• Exit the set-up menu by pressing button 9 again and holding for at least five seconds or
by briefly pressing the control panel start button (1).
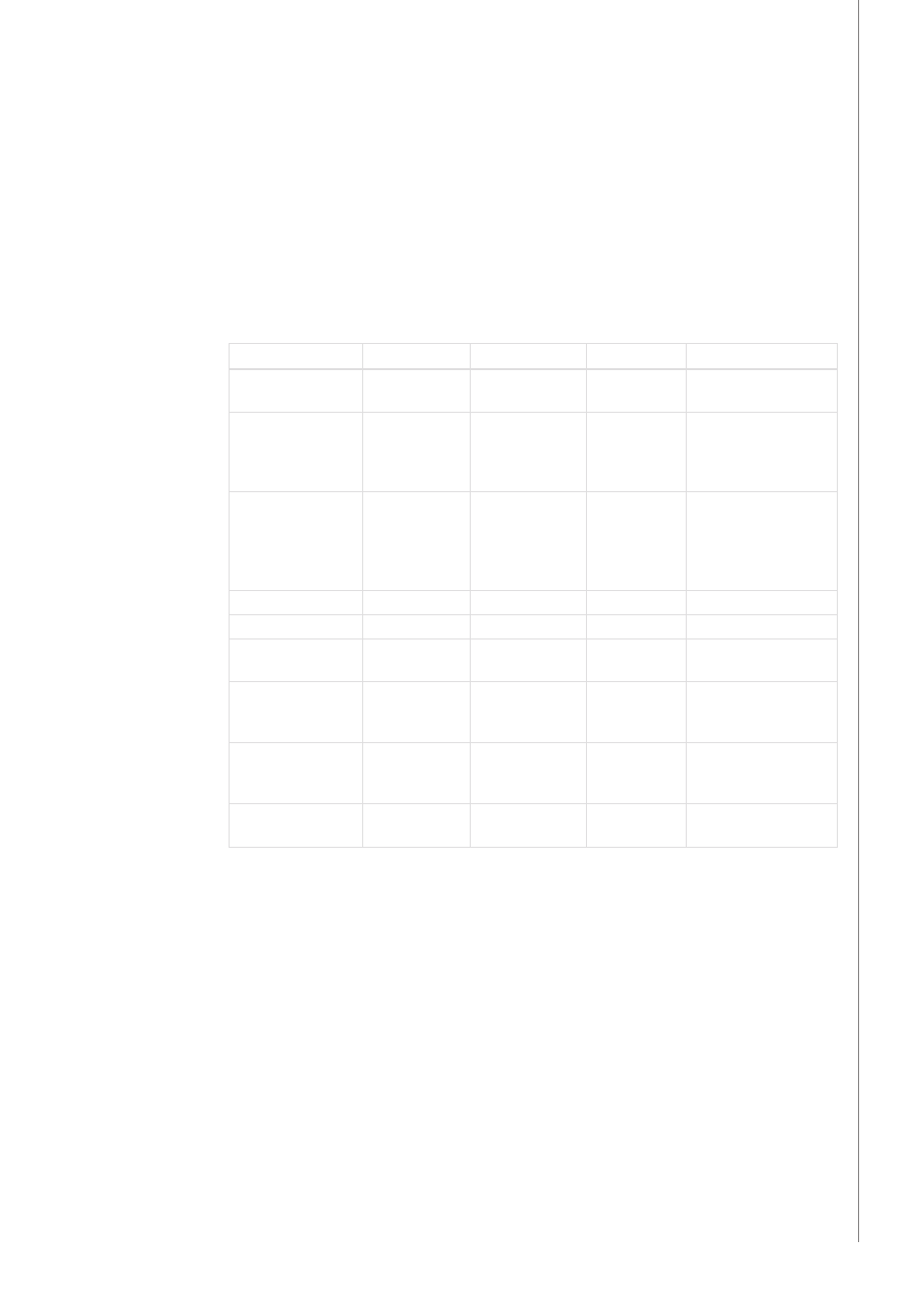
The table below lists the operation parameters and their possible values.
Name of parameter
Name displayed Parameter values Factory setting Description
Pre Gas Time
PrG
0.0 … 9.9 s
(0.1 s)
Pre-welding gas time in
seconds
Post Gas Time
PoG
Aut, 0.1 … 32.0 s
(Aut)
Post-welding gas time in
seconds or automatically
according to welding current
1 s / 100 A (Aut)
Creep Start Level
CrE
10 … 170%
(50%)
Initial wire feeding speed as
a percentage of the pre-set
value:10% = creep start,
100% = no creep start,
170% = rush start
Start Power
StA
-9 … +9
(0)
Strength of initial pulse
Post Current Time
PoC
-9 … +9
(0)
Post-welding current time
Remote Switch
rS
2t4, Inc
(2t4)
Selection of wire feed device
switch operation
Calibration Menu
CAL
– – –, Ent
(– – –)
Wire feed speed calibration
(see instructions in sub
section 3.4)
LongSystem Mode
LSy
on, OFF
(OFF)
Select ‘on’ if you are using
long (>40 m) connector
cables
Restore Factory Settings
FAC
OFF, PAn, All
(OFF)
Restore factory settings; exit
the menu by selecting ’All’
9
FastM
ig KM 400 MVU / © Kemppi O
y / 1045