Firing parameters – Ivoclar Vivadent IPS e.max CAD Flow Chart 3-unit bridge User Manual
Page 6
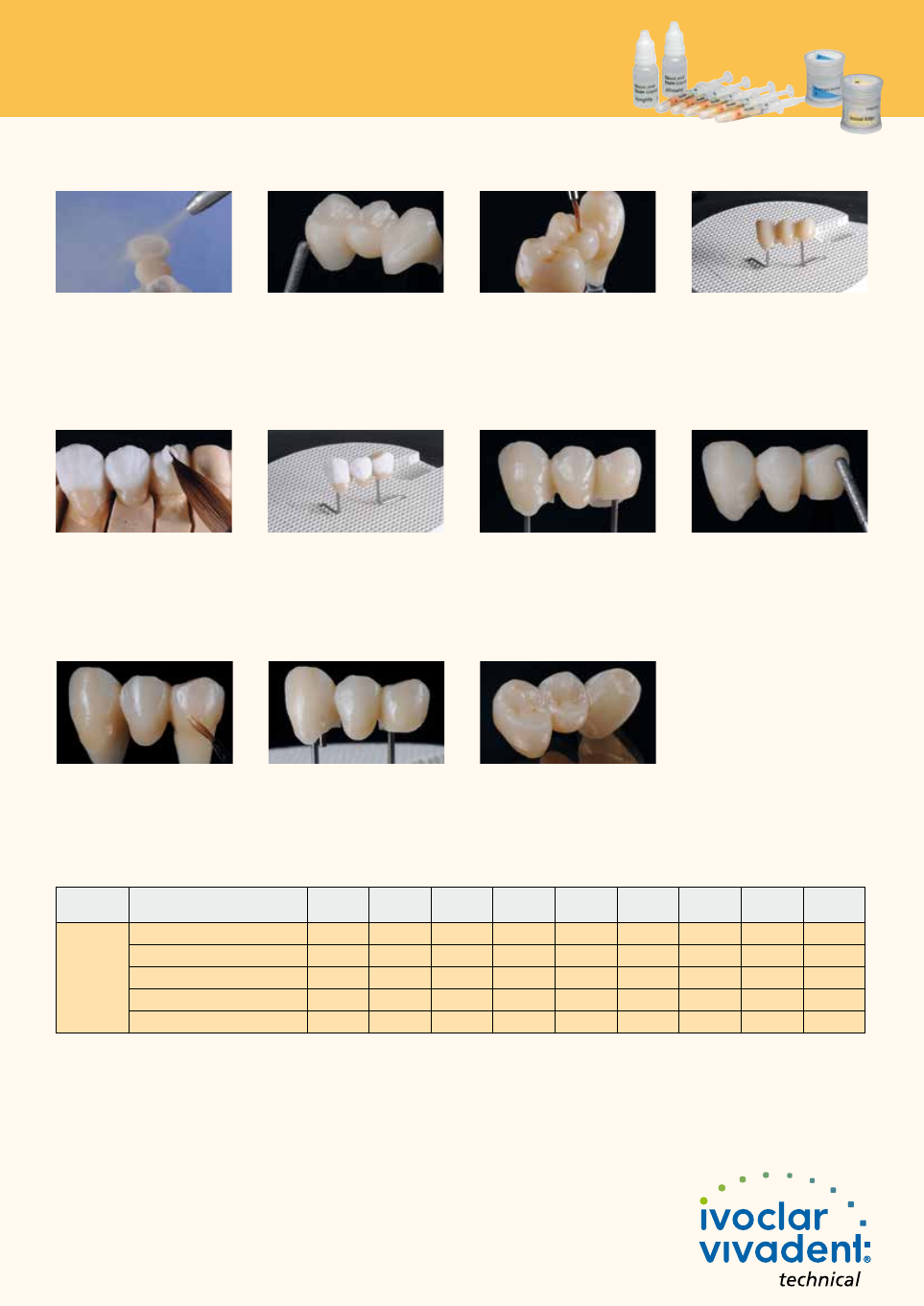
Cut-back technique using
IPS e.max Ceram
Cut-back technique using
IPS e.max Ceram
Finish the full-contour portion of the
IPS e.max CAD bridge using diamond
grinders and create a natural shape and
surface texture. (For details on the fabrication
of dies using IPS Natural Die Material see
"IPS e.max CAD labside").
Remove adhering IPS Object Fix residue by
immersing the restoration in an ultrasonic
cleaning bath or using a steam
cleaner. Do not blast the restoration with
Al
2
O
3
or glass polishing beads.
Place the firing tray in the furnace and
conduct the incisal firing cycle with the
respective parameters.
Complete the anatomical shape using
IPS e.max Ceram Incisal und Transpa
materials. Do not veneer or separate
the connectors.
Place the firing tray in the furnace and start
the stain/glaze firing cycle with the
respective parameters.
Apply IPS e.max Ceram Glaze to the
entire bridge. If desired, apply individual
characterizations using IPS e.max Ceram
Shades and Essences.
Apply IPS e.max Ceram Glaze to the
entire bridge and apply individual character-
izations using IPS e.max Ceram Shades
and Essences.
Bridge after incisal firing
Completed IPS e.max CAD LT bridge
Remove any residue by immersing the
restoration in an ultrasonic cleaning bath or
using a steam cleaner.
The wash (foundation) must be fired before
the actual layering procedure is started.
Place the honey-combed firing tray in the
furnace and conduct the wash (founda-
tion) firing cycle with the respective
parameters.
Finish the veneered areas using diamond
grinders and create a natural shape and
surface texture.
Firing parameters
Furnaces
IPS e.max Ceram on IPS e.max CAD
Cut-back technique
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
1
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
1
[min]
Vacuum 1
1
1
[°C/°F]
Vacuum 2
2
1
[°C/°F]
Long-term
cooling
L
[°C/°F]
Cooling rate
t
l
[°C/°F/min]
Programat
P300
P500
P700
Wash firing (foundation)
403/757
4:00
50/90
750/1382
1:00
450/842 749/1380
0
0
Incisal firing
403/757
4:00
50/90
750/1382
1:00
450/842 749/1380
0
0
Stain/glaze firing
403/757
6:00
60/108
725/1337
1:00
450/842 724/1335
0
0
Add-On with glaze firing
403/757
6:00
60/108
725/1337
1:00
450/842 724/1335
0
0
Add-On after glaze firing
403/757
6:00
50/90
700/1292
1:00
450/842 699/1290
0
0
Note
Cooling after firing
– Remove IPS e.max CAD objects from the furnace after completion of the firing cycle (wait for the acoustic signal of the furnace).
– Allow the objects to cool to room temperature in a place protected from draft.
– Do not touch the hot objects with metal tongs.
– Do not blast or quench the objects.
Wash firing (foundation)
Incisal firing
Stain and glaze firing