Firing parameters – Ivoclar Vivadent IPS e.max CAD Flow Chart 3-unit bridge User Manual
Page 3
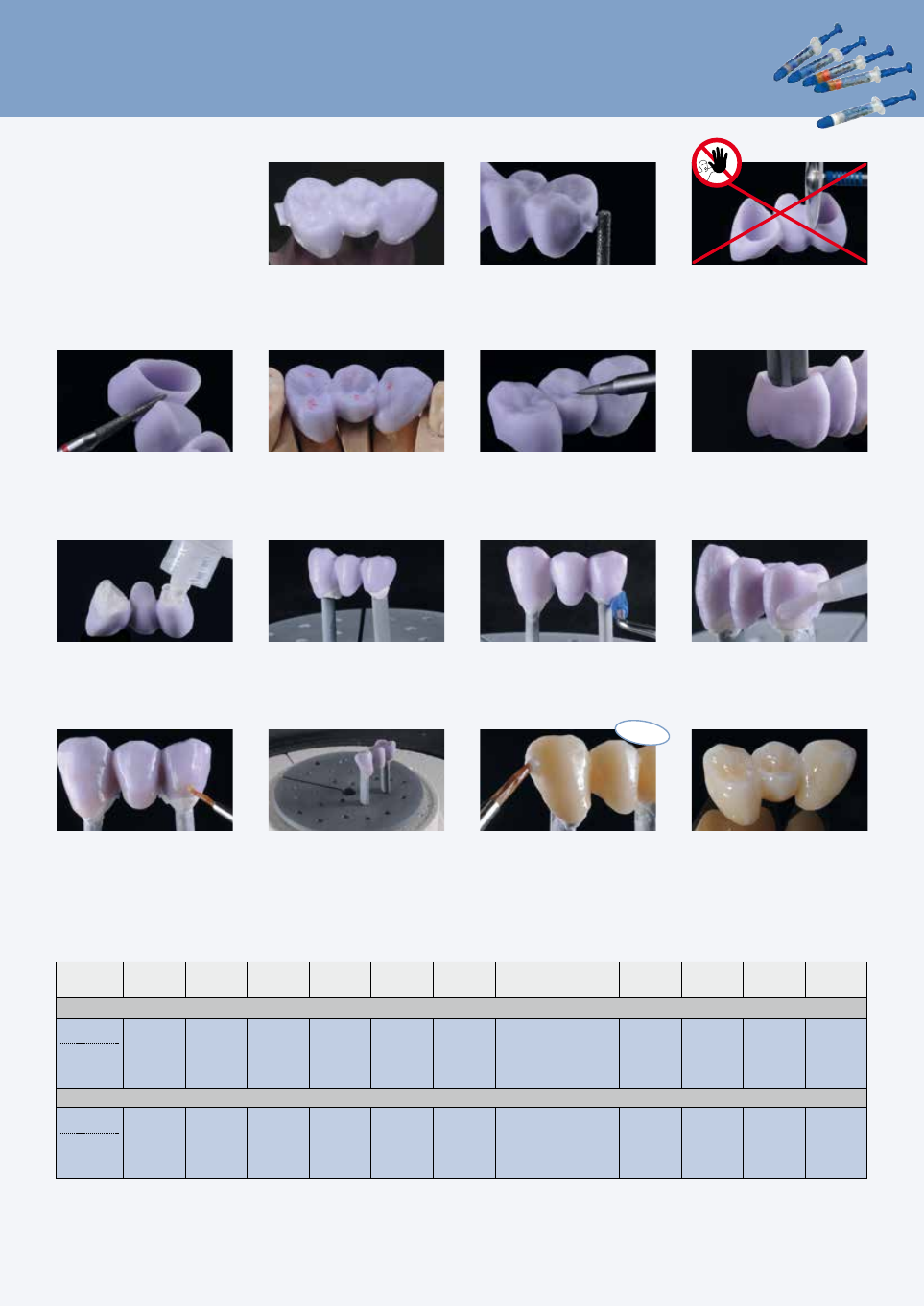
Staining technique using
IPS e.max CAD Crystall./Shades, Stains, Glaze
Bridge after CAD/CAM processing
When using the staining technique,
apply individual characterizations and
glaze prior to combination firing
(crystallization and glaze firing). As a
result of the combined firing, this
technique is very efficient and leads
to a highly esthetic result quickly and
easily.
Check occlusion, articulation and proximal
contacts.
Finish interdental areas with fine-grit
diamonds (grit size 40–50 μm). Make sure
to observe the connector dimensions.
Place the bridge on the IPS e.max CAD
Crystallization Tray immediately.
Fill the inside of the crowns of the previously
cleaned bridge with IPS Object Fix Putty
or Flow and press the appropriate
IPS e.max CAD Crystallization Pin
deeply into the IPS Object Fix material.
Place the IPS e.max CAD Crystallization Tray
with the glazed and stained restoration in
the furnace and conduct the combination
firing.
Apply IPS e.max CAD Crystall./Glaze
paste evenly to the blue restoration. Apply
the mixed IPS e.max CAD Crystall./
Shades and Stains into the unfired
IPS e.max CAD Crystall./Glaze paste.
Smooth out the attachment point and take
proximal contacts into account. Do not
inhale ceramic dust during finishing – use
exhaust air discharge and wear face mask.
Surface-grind the outer surface, par-
ticularly the functional areas of the restora-
tion, with a fine diamond to smooth out
the surface structure created by the
CAD/CAM process.
Smooth out displaced IPS Object Fix
Putty or Flow with a plastic spatula from
the margin towards the support pin so that
the pin is secured in the paste and the
crown wall is precisely supported.
If adjustments are required (shade, glaze,
contact points), conduct a separate
corrective firing cycle on the IPS e.max
CAD Crystallization Tray.
Do not use diamond discs for finishing,
since this may result in predetermined
breaking points.
Use the largest possible IPS e.max CAD
Crystallization Pin for crystallization.
Clean off any possible residue adhering to
the outer surface of the restoration with a
brush moistened with water and then
dry.
Completed IPS e.max CAD LT bridge. To
remove any residue, immerse the restoration
in an ultrasonic cleaning bath or use a
steam cleaner.
Firing parameters
Furnaces
Stand-by
temperature
B
[°C/°F]
Closing time
S
[min]
Heating rate
t
1
[°C/°F/min]
Firing
temperature
T
1
[°C/°F]
Holding time
H
1
[min]
Heating rate
t
2
[°C/°F/min]
Firing
temperature
T
2
[min]
Holding time
H
2
[min]
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
Long-term
cooling
L
[°C/°F]
Cooling rate
t
l
[°C/°F/min]
Combination firing (crystallization/glaze firing)
Programat CS
(Program 1)
Programat
P300
P500
P700
403/757
6:00
90/162
820/1508
0:10
30/54
840/1544
7:00
550/820
1022/1508
820/840
1508/1540 700/1292
0
Corrective firing
Programat CS
(Program 1)
Programat
P300
P500
P700
403/757
6:00
90/162
820/1508
0:10
30/54
840/1544
3:00
550/820
1022/1508
820/840
1508/1540 700/1292
0
Note
Cooling after firing:
– Remove IPS e.max CAD objects from the furnace after completion of the firing cycle (wait for the acoustic signal of the furnace).
– Allow the objects to cool to room temperature in a place protected from draft.
– Do not touch the hot objects with metal tongs.
– Do not blast or quench the objects.
Optional