Sioux Tools PISTOL TORQUE CONTROL TOOLS User Manual
Page 6
6
3.
Abhängig vom Werkzeugtyp entfernen Sie entweder die Antriebswelle oder den Anschluß.
4.
Die Schlitze im Kupplungsgehäuse sind numeriert. Beachten Sie die Schlitznummer, die mit dem Loch für die Schraube in der
Justiermutter ausgerichtet ist. Dies ist der Startschlitz. Drehen Sie die Justiermutter im Uhrzeigersinn, um das Drehmoment
zu erhöhen, drehen Sie entgegen den Uhrzeigersinn, um das Drehmoment zu verkleinern. Die Justiermutter kann mit einer 1/
2” quadratischen Antriebsstutzenverlängerung gedreht werden. Zählen Sie die Umdrehungen der Justiermutter, während das
Schraubenloch den Startschlitz passiert.
5.
Richten Sie das Schraubenloch in der Justiermutter mit dem gewünschten Schlitz aus, und befestigen Sie wieder die #07096
Schraube.
6.
Bringen Sie die Antriebswelle oder den Anschluß wieder an.
7.
Bringen Sie die Winkelkopfvorrichtung oder die vordere Lagerunterstützung wieder an.
8.
Testwerkzeug.
9.
Wiederholen Sie Schritte 3 bis 6, bis die gewünschte Drehmomenteinstellung erreicht ist.
*Schalldruck
*Schallstärke
*Vibration
Katalog-Nr.
dBA
dBA
m/s
2
2P1108TC
79,6
92,3
Weniger als 2,5
2P1208TC
79,6
92,3
Weniger als 2,5
2P1308TC
79,6
92,3
Weniger als 2,5
2P2108TC
79,6
92,3
Weniger als 2,5
2P2208TC
79,6
92,3
Weniger als 2,5
2P2308TC
79,6
92,3
Weniger als 2,5
2PX1108TC
79,6
92,3
Weniger als 2,5
2PX1208TC
79,6
92,3
Weniger als 2,5
2PX1308TC
79,6
92,3
Weniger als 2,5
2PX2108TC
79,6
92,3
Weniger als 2,5
2PX2208TC
79,6
92,3
Weniger als 2,5
2PX2308TC
79,6
92,3
Weniger als 2,5
*per PN8NTC1
*per PN8NTC1
*per ISO8662
SCHALL- UND VIBRATIONSWERTE
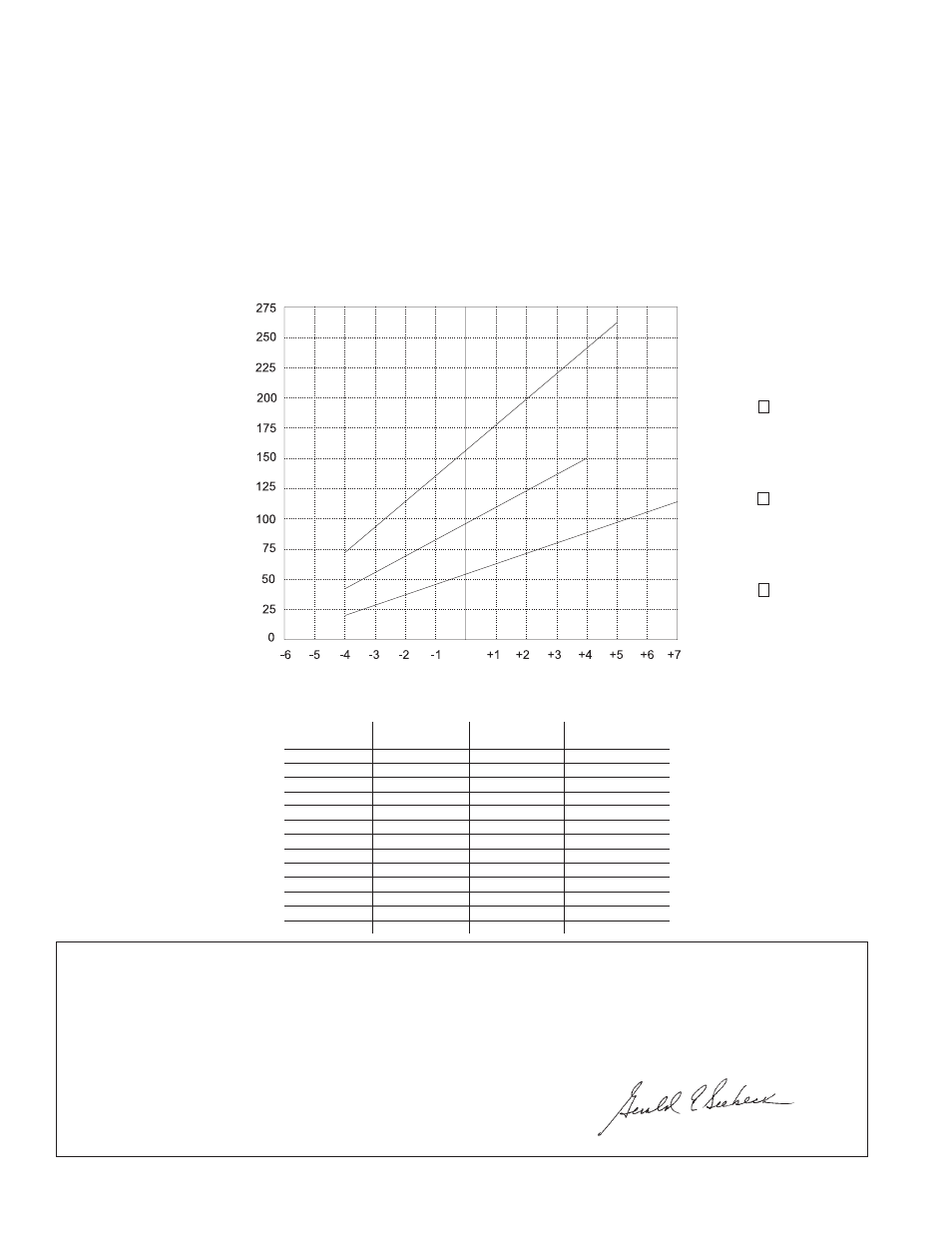
TABELLE FÜR UNGEFÄHRE DREHMOMENTEINSTELLUNGEN DER KUPPLUNG
Ungefähre
Drehmomentleistung in
Zoll/Pfund
SILBERNE FEDER
Federrate - 22 Zoll/Pfd. pro
Drehstandard auf #1
Werkzeugen mit niedriger
Geschwindigkeit.
(Beispiel 2A2 1 08TC)
BLAUE FEDER
Federrate - 14 Zoll/Pfd. pro
Drehstandard auf #2
Werkzeugen mit mittlerer
Geschwindigkeit.
(Beispiel 2A2 2 08TC)
GRÜNE FEDER
Federrate - 9 Zoll/Pfd. pro
Drehstandard auf #3
Werkzeugen mit hoher
Geschwindigkeit.
(Beispiel 2A2 3 08TC)
MARKIERUNG
Drehungen der Justiermutter von Markierung auf Kupplungsgehäuse
KONFORMITÄTSERKLÄRUNG
Wir, Sioux Tools, Inc., 250 Snap-on Drive, P.O. Box 1596, Murphy, NC, 28906, USA, erklären hiermit alleinverantwortlich, daß die Produkte
2P1108TC, 2P1208TC, 2P1308TC, 2P2108TC, 2P2208TC, 2P2308TC, 2PX1108TC, 2PX1208TC, 2PX1308TC, 2PX2108TC, 2PX2208TC,
2PX2308TC Einschließlich QTC, ATC, & BTC Anhänge
auf die sich diese Erklärung bezieht, mit den Anforderungen der folgenden Standards oder Normen oder Dokumenten übereinstimmen:
EN 792 (Entwurf) EN 292 Teile 1&2, ISO 8662, Pneurop PN8NTC1
gemäß der Regelungen in
89/392/EEC, geändert durch die Direktiven 91/368/EEC & 93/44/EEC.
1. Juni 2003
Murphy, North Carolina, USA
Datum und Ort der Ausgabe
Gerald E. Seebeck
Vorsitzender
Sioux Tools Inc.
Name und Titel des Herausgebers
Unterschrift des
Herausgebers