Figure 6 – Bimba Ultra Slide Rodless Cylinder User Manual
Page 4
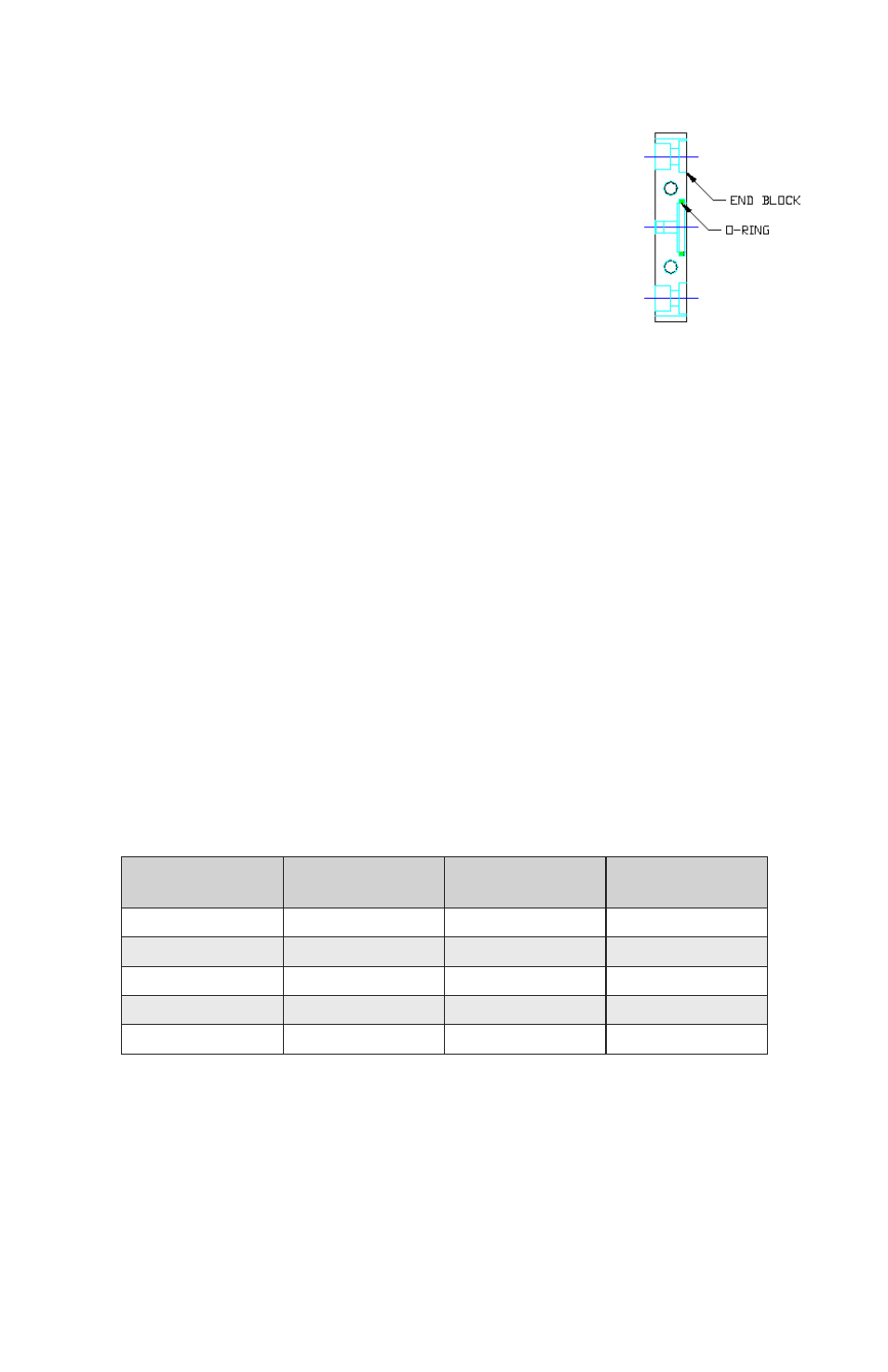
Figure 6:
Bore Size
Torque ft–lb
(N–m)
Bore Size
Torque ft–lb
(N–m)
007 (8mm)
1.6 (2.17)
09 (27mm)
20.1 (27.25)
01 (12mm)
2.1 (2.85)
12 (32mm)
50.8 (68.9)
02 (14mm)
5.8 (7.86)
17 (38mm)
50.8 (68.9)
04 (18mm)
5.8 (7.86)
31 (50mm)
179 (242.7)
06 (22mm)
12.5 (17)
Refer to Figure 6 for Steps 23–25
23. Remove the body O–ring tube seal from the large hole
in both end blocks.
24. Clean the end blocks and the O–ring groove of any grease
or contaminants.
25. Lightly lubricate the new O–rings. Stretch the O–rings
slightly and place them in the grooves by hand.
26. Apply a coating of lubricant to the inside surface of the
tube. Best performance will be achieved when the lubri-
cant is applied evenly over the whole surface.
27. Insert the tube through the center hole in the carriage.
28. Apply a coating of high grade bearing grease to the piston and insert it into
the tube. Use your fingernail to deflect the lip of the seal to insert it in the tube.
Again note that the orientation of the piston to the carriage must be maintained
as described previously.
29. Place the assembly back in the arbor press and with the shaft used before,
re–couple the piston with the carriage.
30. Lightly lubricate the four guide rod bearings in the carriage by hand or with a
swab. Insert the two guide rods through the bearings in the carriage.
31. Attach one end block to the guide rods. Insert the tube into the large hole in
the end block. Press firmly on the tube to seat it in the O–ring. Tighten the cap
screws finger tight only.
32. Install the second end block onto the guide rods and tube body. Fasten with
the two cap screws, finger tight.
33. Slide the carriage to one end of its stroke and tighten the cap screws at that
end to the torque specifications listed in the chart.
34. Repeat process for opposite end.
Bimba Manufacturing Company
Monee, IL 60449-0068
TEL: 708/534-8544 • FAX: 708/235-2014
Support: 1-800-44-BIMBA
Visit our website at: www.bimba.com
Form ULRI-900