Shaping or routing with collars and starting pin – Black & Decker SR650 User Manual
Page 13
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
half of the workpiece has passed the cutter, transfer most pressure
to that portion now supported by the outfeed fence. Never apply
pressure to the workpiece in the area between fences. This will
prevent the workpiece from kicking in toward the cutter when its
trailing edge leaves the infeed fence and prevent loss of control and
possible injury.
Shaping or Routing With Collars and Starting Pin
A collar or bearing guide must be used when cutting if the fence
assembly is removed. The following rules must always be followed for
good work and safety in operation.
1. Collars MUST be smooth and free of all gum or other substances.
2. The edge of the work to be shaped MUST be smooth, as any
irregularity in the surface which rides against the collar will be
duplicated on the moulded surface.
3. A portion of the edge of the work MUST remain untouched by the
cutters in order that the collar will have sufficient bearing surface.
Figure 23 illustrates the right way for the operation while
Figure 24 illustrates the wrong way.
4. The workpiece MUST be fairly wide in proportion to the cut being
made as shown in Figure 25. Under NO circumstances should short
workpieces of narrow material be shaped against the collars as
shown in Figure 26.
5. when routing with collars and starting pin, the overhead cutter
guard, supplied with your machine, should always be used.
POSITION OF COLLARS
1. The collars may be used in any of the following positions: above,
below or between two cutters.
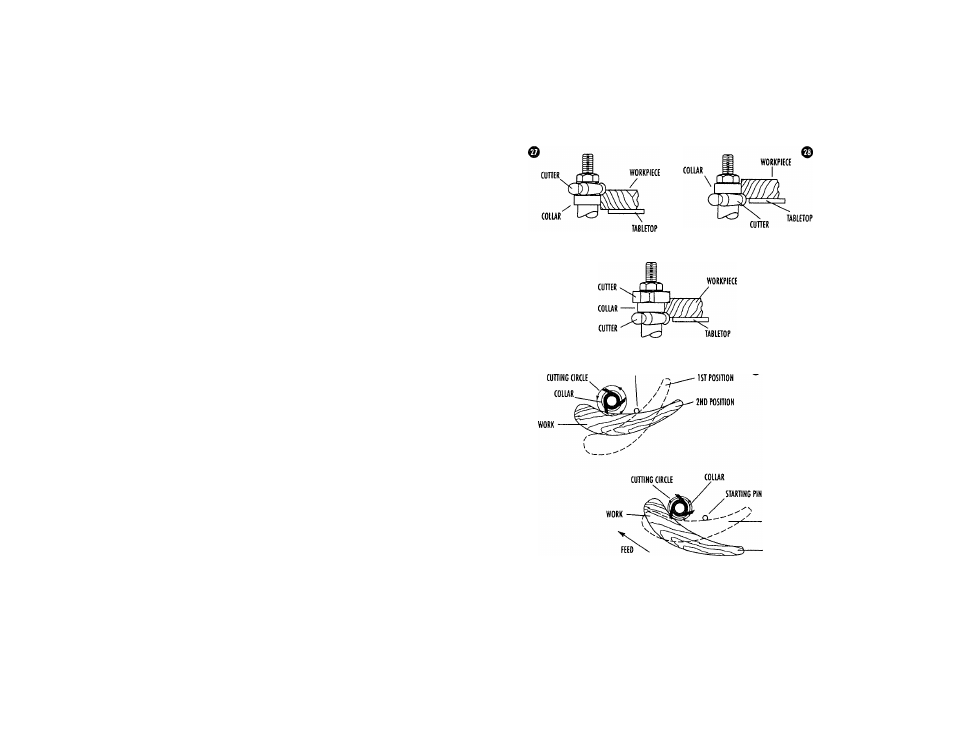
■2. When the collar is used below the cutter, as shown in Figure 27, the
progress of the cut can be observed at all times. However, any
accidental lifting of the work will gouge the wood and ruin
the workpiece.
3. When the collar is used above the cutter as shown in Figure 28, the
cut cannot be seen, yet this method offers some advantage in that
the cut is not affected by slight variations in the thickness of
the stock.
STARTING PIN
2ND POSITION
3RD POSITION