Brookfield Dial Stepper Viscometer User Manual
Page 12
Brookfield Engineering Laboratories, Inc.
Page 12
Manual No. M00-151-H0612
For maximum accuracy do not take readings below 10% torque. Do not run your Viscometer
for extended periods of time at a % torque greater than 100%.
6. Switch the motor to the OFF position when changing spindles and samples. Remove the spindle
before cleaning.
7. Interpretation of results is discussed in Appendix B of this manual and in our publication "More
Solutions to Sticky Problems."
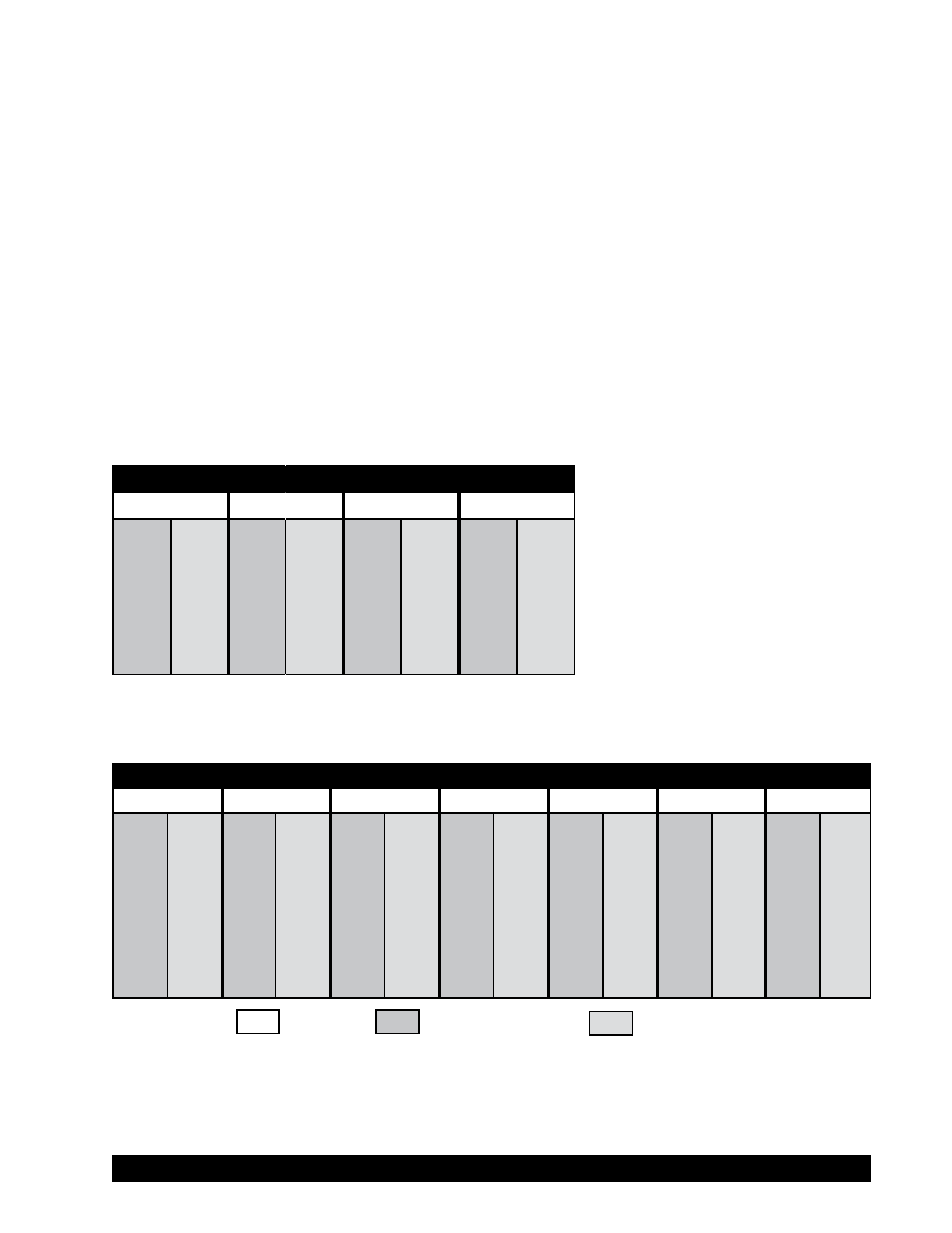
The following tables apply to Brookfield Viscometer Models LV, RV, HA and HB with standard spindles.
They enable the user to convert the percent scale reading into a viscosity value in units of centipoise (or
milli-Pascal-seconds.) To convert the viscometer dial reading to a viscosity value in units of centipoise,
multiply the reading noted on dial viscometer by the appropriate factor in the following tables.
LV Series Viscometer
Note: LV spindles had designations
1, 2, 3, 4. Digital viscometers require
2-digit entry codes. Therefore, 61,
62, 63, 64 are the corresponding
codes. Spindles supplied with new
viscometers are marked 61, 62, 63,
64.
Spindle Number
1 & 61
2 & 62
3 & 63
4 & 64
0.3
0.6
1.5
3
6
12
30
60
200
100
40
20
10
5
2
1
0.3
0.6
1.5
3
6
12
30
60
1K
500
200
100
50
25
10
5
0.3
0.6
1.5
3
6
12
30
60
4K
2K
800
400
200
100
40
20
0.3
0.6
1.5
3
6
12
30
60
20K
10K
4K
2K
1K
500
200
100
RV Series Viscometer
Spindle Number
* 1
2
3
4
5
6
7
0.5
1
2
2.5
4
5
10
20
50
100
200
100
50
40
25
20
10
5
2
1
0.5
1
2
2.5
4
5
10
20
50
100
800
400
200
160
100
80
40
20
8
4
0.5
1
2
2.5
4
5
10
20
50
100
2K
1K
500
400
250
200
100
50
20
10
0.5
1
2
2.5
4
5
10
20
50
100
4K
2K
1K
800
500
400
200
100
40
20
0.5
1
2
2.5
4
5
10
20
50
100
8K
4K
2K
1.6K
1K
800
400
200
80
40
0.5
1
2
2.5
4
5
10
20
50
100
20K
10K
5K
4K
2.5K
2K
1K
500
200
100
0.5
1
2
2.5
4
5
10
20
50
100
80K
140K
20K
16K
10K
8K
4K
2K
800
400
= Spindle
= Spindle Speed
= Factor
K = 1000
* Optional