5 final assembly, Bearings, Washers 551 – Richter MNK Series User Manual
Page 19: Final assembly, Series mnk, 4 determine thicknesses s, And s, Of the distance washers 551
Series MNK
Page 19
9230-050-en
Revision 11
TM 7903
Edition 07/2010
7.8.3 Perform trial assembly of plain
bearing pedestal with impeller,
inner magnet assembly and plain
bearings
Without adhesive
Without O-rings
412/3, 412/4
Without distance ring
504
Without distance washers
551/1, 551/2
Install bearing bushes
545/1, 545/2
and press in
firmly.
Screw the inner magnet assembly
859
onto pump
shaft
211
and tighten.
Push on bearing sleeve
529/2
on the rotor side
and install these units in the plain bearing
pedestal
339
.
Only push bearing sleeve
529/1
on the impeller
side partially onto the pump shaft
211
.
Put impeller
230
onto the pump shaft
211
.
Permit the anti-torsion cams of the impeller side
bearing sleeve
529/1
to engage in the grooves of
the impeller.
Screw on impeller together with bearing sleeve
and tighten
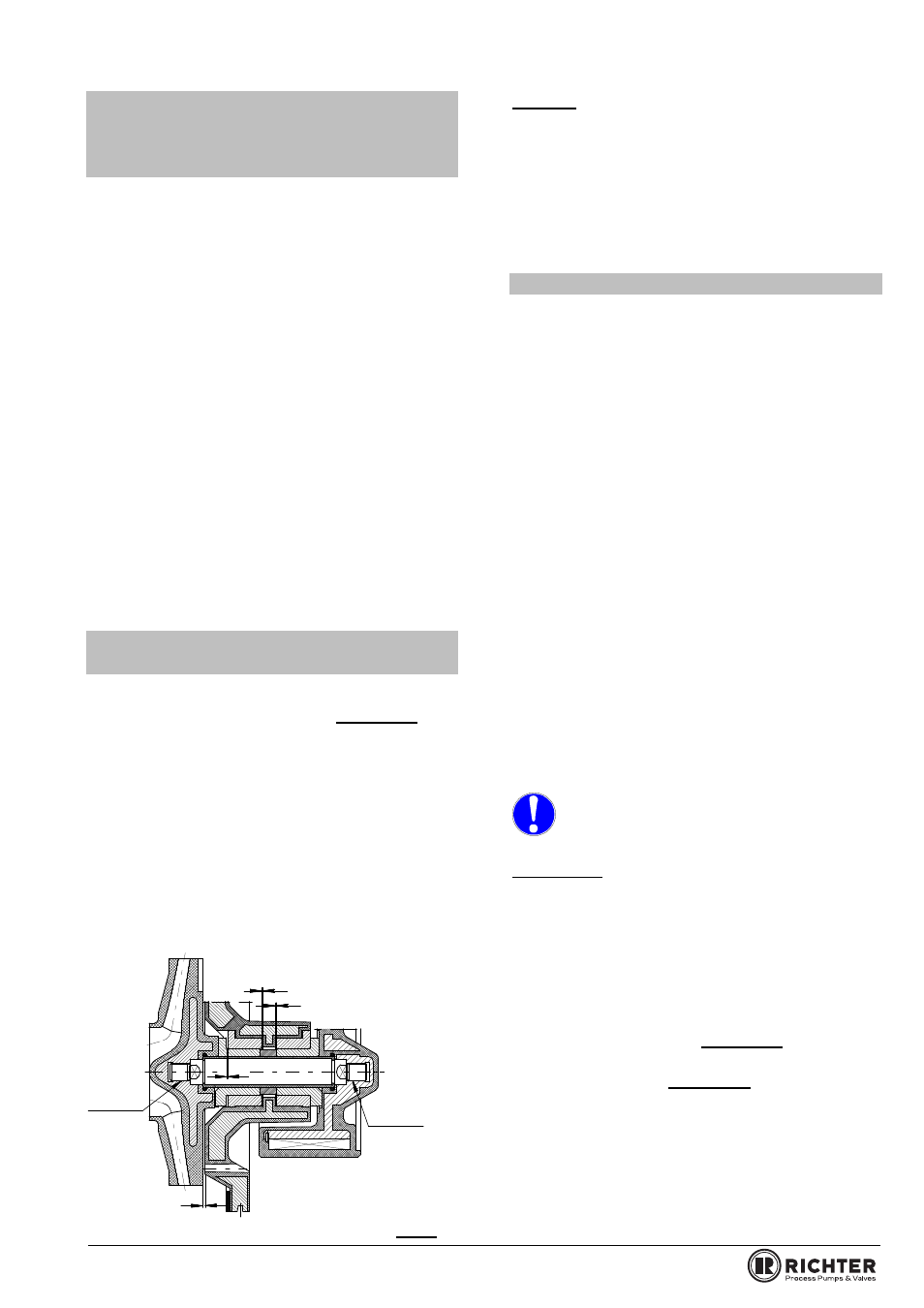
7.8.4 Determine thicknesses S
1
and S
2
of
the distance washers 551.
The distances X and Z are given in the works
certificate. See sectional drawing in
Section 9.2
.
X : Distance behind the impeller
Z : Axial clearance of the plain bearings
Press inner magnet assembly in the direction of
the impeller.
Measure distance X
1
behind the impeller.
Press impeller in the direction of the motor.
Measure distance X
2
behind the impeller.
Thickness of the distance washer on the inner
magnet assembly side: S
1
= X
1
- X
Thickness of the distance washer on the impeller
side:
S
2
= X - X
2
- Z
9299-00-5053.4-01.1
Z
X
S
S
2
1
Adhesive
Adhesive
Fig. 6
Example
Figures in the works certificate (mm): X = 2.0
Z = 0.4
Measurements during trial assembly: X
1
= 2.5
X
2
= 1.3
S
1
= X
1
– X
= 2.5 - 2.0
= 0.5 mm
S
2
= X - X
2
– Z = 2.0 - 1.3 - 0.4 = 0.3 mm
7.8.5 Final assembly
Dismantle trial assembly and perform the final
assembly.
With the distance washers
551/1, 551/2
in the
calculated thickness
With the O-rings
412/3, 412/4
With distance ring
504
With 1 drop of adhesive on each shaft thread, e.g.
Loctite 243 from Loctite or an equivalent.
Only one drop of the adhesive is to be applied per
thread.
Otherwise the next dismantling operation will be
more difficult or no longer possible without
destroying components.
The plain bearing pedestal
339
is to be installed
so that the recesses for the anti-torsion insert of
the plain bearing bushes
545
are arranged in a
vertical position. This ensures that the flushing
ducts in the plain bearing and the flushing bores
in the plain bearing pedestal are located in the
position (horizontal) necessary for the pump to
function.
To avoid mistakes, the correct 12 o’clock position
should be marked on the plain bearing pedestal
with a felt-tip pen prior to assembly of the impeller
and the inner magnet assembly.
Strong axial forces again arise when the
completely assembled plain bearing pedestal
is inserted into the bearing pedestal.
Therefore, use a
Richter jig
. See assembly aids in
Section 10.2
.
Push the entire slide-in unit with housing gasket
401
into the housing
100
and screw together with
housing screws
901/3
and tightening washers
552/3
.
When tightening the housing screws
901/3
, make
sure that the support bracket
183
is firmly positioned.
If necessary, undo support bracket, align and secure
again.
For tightening torques, see
Section 1.1
.
The distance Y is also given in the works certificate.
See sectional drawing
Section 9.2
.
Y: Distance in front of the impeller
The distance is to be observed. You can exert an
influence on this with the thickness of the housing
gasket.