Caution – S&S Cycle Stroker Kits 106 for Harley-Davidson Twin Cam 88 Engines User Manual
Page 2
Introduction
Installation of the S&S
®
3
7
⁄
8
” bore Stroker kit for Harley-Davidson
®
Twin Cam 88
®
engines is relatively straight forward. Assembly
Procedures for the S&S Stroker kit are essentially the same as for
assembly of a stock engine. In addition, a torque plate kit, part
number H-D
®
#39786, is available from Kent-Moore, through
Harley-Davidson, for fitting the S&S 3
7
⁄
8
” bore pistons to stock
Twin Cam 88 cylinders.
All reference to Harley-Davidson
®
part numbers is for
identification purposes only. We in no way are implying that any
of S&S
®
Cycle’s products are original equipment parts or that they
are equivalent to the corresponding Harley-Davidson
®
part
number shown.
NOTE- The 106” kit requires stroker flywheels which are included
with the kit. S&S
®
flywheels for Twin Cam 88
®
engines are
supplied assembled and balanced. The procedure for installing
an S&S flywheel assembly is the same as for stock flywheels.
Installation Steps
1.
Prepare camside crankcase.
2. Check internal engine clearances and assemble crankcases.
3. Final
assembly.
4. Engine break-in procedure.
Installation
1. Prepare Camside Crankcase
A. Refer to appropriate service manual. Remove engine
from frame. Disassemble engine and split crankcases.
B. Temporarily install cams to be used in camside
crankcase. Refer to S&S cam installation instructions.
Turn cams at least one full rotation, and note any
clearance problems between the cam lobes and the
crankcase. Pay particular attention to pinion bearing
boss and tappet guide boss areas.
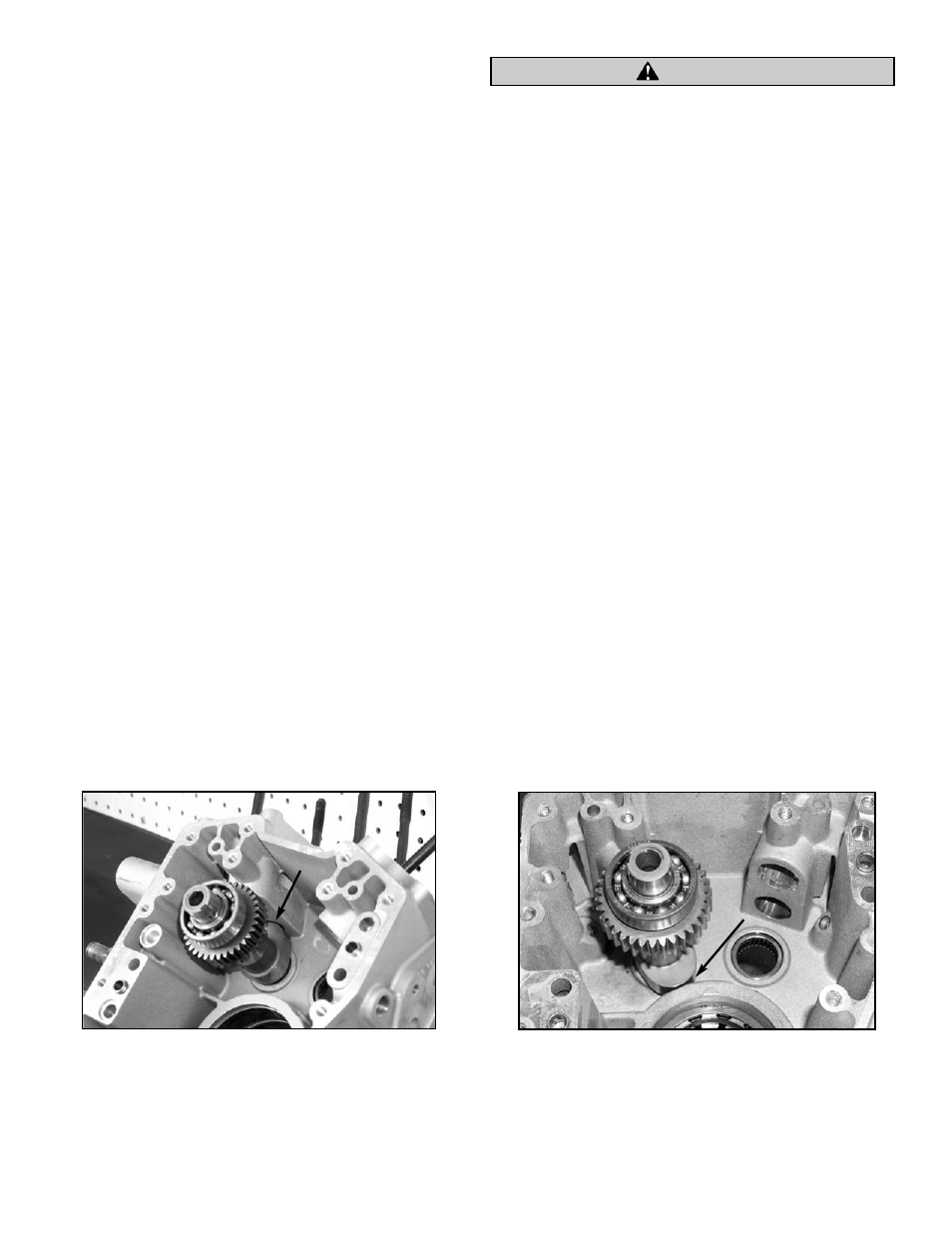
C. Machine material from crankcase to achieve .030”
clearance between cam lobes and crankcase. See
Picture 1 & 2.
Clearance between cam lobes and crankcase must be checked
at pinion bearing boss and tappet guide boss. Machine case
to achieve .030” minimum clearance.
D. Install piston oiler kit, S&S Part #31-2026. Lubricate o-
ring with engine oil. Apply Loctite
®
243 to threads of
machine screws. Install and torque to 25 in-lbs. See
Picture 3.
2. Check internal engine clearances and assemble crankcases.
Many clearance checks can be made at the same time that
some assembly steps are performed. This can save time for
the engine builder.
A.
Cylinder to piston fitment.
1.
The 106” Stroker 3
7
⁄
8
” bore pistons, S&S piston series
92-1210, require a clearance of .002”-.0025” to
cylinder bore. S&S recommends that torque plates
be installed on cylinders when boring and honing
to achieve proper fitment tolerance.
2.
Identify front and rear pistons. The rear piston will
have a notch machined into the piston skirt for
clearance with the front piston. This notch must
face the center of the engine, towards the front of
the motorcycle.
3.
Check piston ring gap. Install piston ring into
finished cylinder and square-up ring to bore using
the piston. The required ring gaps are as follows:
Top two compression rings .016” - .022”
Oil control rings (rails) .015” - .035”
File or grind ring ends as necessary to establish
proper end-gap.
4.
Wash finished cylinder in hot, soapy water to
remove honing abrasive from cylinder bore. Rinse
with clean water and apply a light oil to the bore to
prevent rust.
2
Picture 1
Picture 2
CAUTION
Clearance between cam lobes and crankcase must be checked at pinion bearing boss and tappet guide boss. Grind or machine case
to achieve .030” minimum clearance.