Barranca Diamond FIREBALL 2 AXLE SPHERE MACHINE User Manual
Page 10
Barranca Diamond Fireball Sphere Machine Manual Effective Date 9/28/06
10
SPHERE GRINDING
Initial sphere grinding with the diamond grinding cups is critical to obtaining a near equal dimension sphere
shaped solid prior to moving to the diamond resin pad polishing phase. Due to the high points of the
pre-formed block of material due to slab sawing a cube into a 26 faced solid or diamond core bit drilling,
significant impact and rough grinding of this non-spherical shaped solid occurs in the preliminary grinding
(sphere shaping) phase. Once the sphere material is ground to the closest sphere shape per the user’s
discretion, the grinding cups (2) can be removed and the Velcro lined pad holder cups can be installed on the
stationary and moveable heads. If during the rough sphere grinding phase the material appears to be forming
a shape other than a sphere with near equal X, Y, and Z radii dimensions, it would be prudent to check the
following possible causes:
1) Sphere material is rotating in a preferred procession or orbital path hence the block is not being
randomly ground in all directions. This often results in an ellipsoidal shaped solid (i.e. egg shaped). Use
the 3/4" hard plastic rod to keep the sphere material rotating in a random grinding rotation. Adjust rod
position to keep rod in constant contact with the sphere.
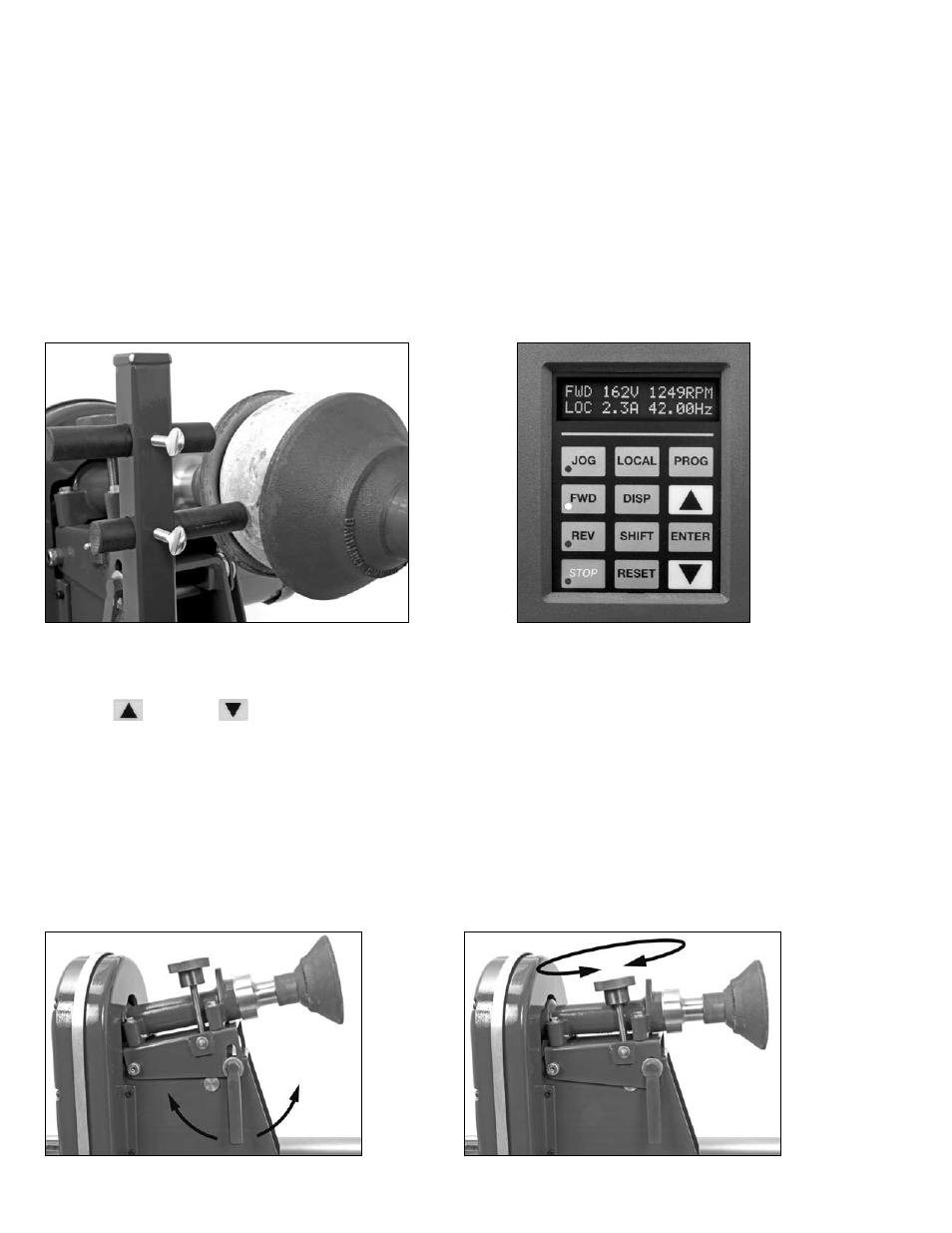
3/4" hard plastic rod in place
Motor control display
2) Experiment with slower and faster turning speeds (rotation RPM) of the stationary and moveable
grinding heads by adjusting the RPM of the machine at the motor variable velocity controller using
the
UP and
DOWN arrows. These adjustments are step by step or incremental depending
on how much pressure is kept on these UP or DOWN arrows. Range of output shaft velocity is 0 to
115 RPM. Because of the 10 to 1 gear reduction and 33% pulley reduction the actual shaft RPM is as
follows: Display RPM x 0.1 (gear reduction) x 0.33 (pulley reduction). For example, 1249 RPM on the
display will result in a shaft RPM of 41.2. The user will have to determine by trial and error based on the
type of material being used how fast or slow the turning velocity of the moveable and stationary head will
need to set to.
3) Grinding pressure can be increase or decreased using the horizontal threaded rod crank. Loosen lock nut
and turn handle clockwise to decrease pressure or counter clockwise to increase pressure. Be sure
to retighten lock nut after each adjustment. This adjustment can be performed while grinding cups are
turning.
Grinding head lock nut handle
Grinding head height adjustment knob