JLG 120-SXJ Service Manual User Manual
Page 35
SECTION 3 - CHASSIS & TURNTABLE
3121810
– JLG Lift –
3-7
5.
Inspect o-ring grooves in hub (24) and cover (1) for
burrs or sharp edges. Dress applicable surfaces as
necessary.
6.
Inspect all thrust washer and bearing surfaces for
damage. Repair or replace as necessary.
7.
Inspect all threaded components for damage includ-
ing stretching, thread deformation or twisting.
Replace as necessary.
8.
Inspect planet shafts (15) for scoring or other dam-
age. Replace as necessary.
Assembly
1.
If necessary, assemble hub and shaft assembly.
a. Using a suitable hydraulic press, install bearing
cups (23 and 27) into hub (24).
b. Using the hydraulic press, install bearing cone
(28) onto output shaft (30).
c. Correctly position shaft (30) into hub (24) with
cone (28) in cup (27).
d. Using a suitable shaft support in the hydraulic
press, install bearing cone (22) on shaft (30)
until cone abuts bearing cup (23).
e. Position spacer shim (21) on shaft (30) between
retainer ring groove and bearing cone (22).
f. Using suitable snap ring pliers, install retaining
ring (20) on shaft (30).
g. Using the hydraulic press, install a new seal (29)
over shaft and into hub (24). Ensure that seal is
installed squarely.
h. Check that output shaft (30) rotates freely in the
hub. The oil seal will create a small amount of
drag. By tapping the outside of the shaft with a
soft headed mallet, any excessive tightness will
be reduced.
2.
If necessary, assemble planet carrier assembly (10)
as follows:
a. Apply a light coating of petroleum jelly or multi-
purpose grease to flanged surface of thrust
washers (12).
b. Position thrust washers (12) in carrier (10) with
tang in appropriate carrier cutaway portion.
Ensure that washers are flat against surface on
both sides of carrier.
c. Apply a liberal coating of petroleum or multi-pur-
pose grease to inner diameter of cluster gear
(11).
d. Position spacer (14) at the approximate midpoint
of the gear diameter.
e. On each side of spacer (14), position needle roll-
ers (13) in inner diameter of gear.
f. Position assembled cluster gear (11) into carrier
(10) between the two thrust washers (12).
Ensure that larger gear is on the roll pin side of
carrier.
g. Position planet shaft (15) into carrier hole, with
shaft roll pin hole on same side as carrier roll pin
hole.
h. Continue inserting shaft through thrust washers
(12) and cluster gear 11. Ensure that needle roll-
ers (13) are not displaced.
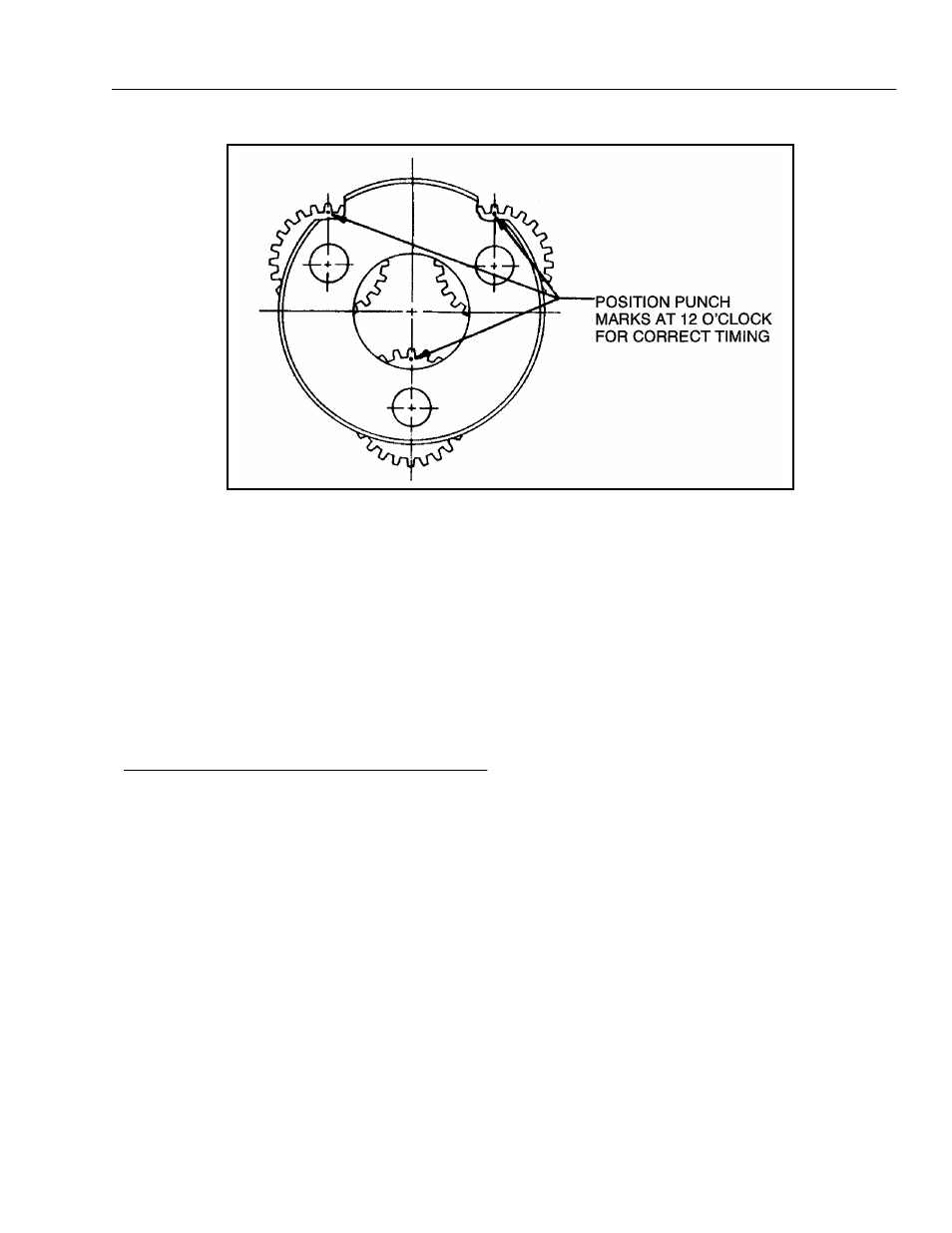
Figure 3-6. Torque Hub Carrier Timing