JLG 120HX Service Manual User Manual
Page 61
SECTION 2 - PROCEDURES
3120819
– JLG Lift –
2-39
k. Slide planet shaft through carrier and cluster
gear from bottom side. Slot in planet shaft must
line up with roll pin hole in edge of carrier.
l.
While holding planet shaft in position, slide cor-
rect spacer onto planet shaft.
EYE PROTECTION SHOULD BE WORN DURING RETAINING RING
INSTALLATION.
m. Place carrier on table with something under
planet shaft to hold it in correct position and
install retaining ring (208).
EYE PROTECTION SHOULD BE WORN DURING THIS OPERATION.
n. Drive roll pin (202) into carrier. Use a punch to
drive roll pin completely into planet shaft.
o. Repeat steps (a) through (n) for remaining two
cluster gears.
10.
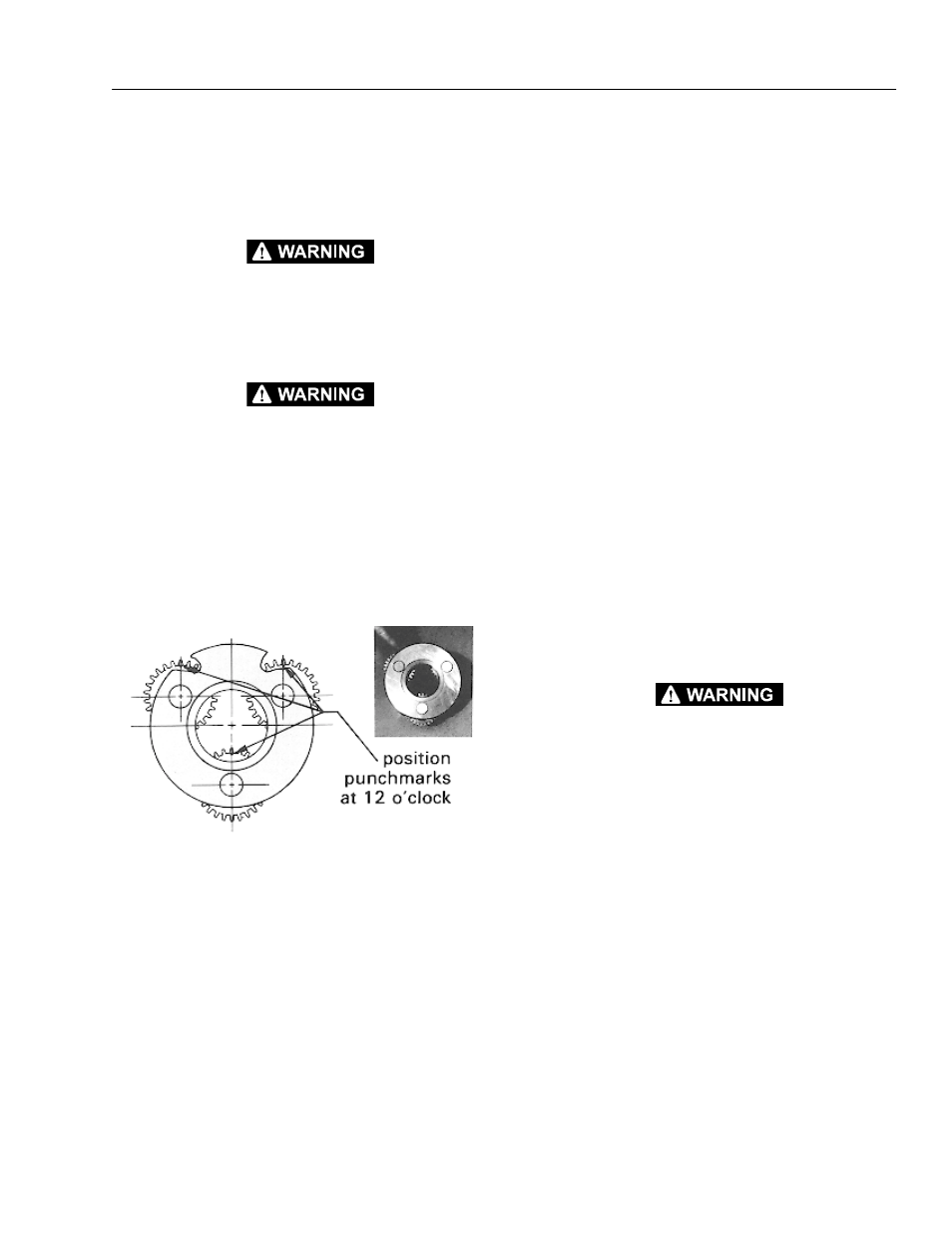
Time carrier gears as follows:
a. Place carrier assembly on a flat surface, posi-
tioning two top gears at ten o’clock and two
o’clock, and one bottom gear at six o’clock as
shown below.
b. Find marked (punch mark) teeth on large gears.
Rotate gears until punch mark is located in a
straight up, 12 o’clock, position. Punch marks at
ten o’clock and two o’clock will be located just
under edge of carrier and not readily visible.
11.
Taking care to ensure that timing is maintained,
install ring gear (4) in mesh with large diameter clus-
ter gear. Side of ring gear with long shoulder is
installed down.
12.
While holding ring gear in mesh with carrier assem-
bly, lower into internal gear (2). Small diameter clus-
ter gear will mesh with internal gear. Slight rotation
of ring gear may be necessary.
13.
Locate the one hole on underside of ring gear that
has an “X” stamped beside it. This hole should be
positioned in line with one of four counterbored
holes in face of hub. These holes have been coun-
terbored to accept four shoulder bolts upon installa-
tion of cover.
14.
Thrust spacer (14), input gear (13), and input spacer
(12) are installed onto input shaft (11). Counterbore
in input gear should be facing thrust spacer.
15.
Place one thrust bearing (16) between two thrust
washers (15) and place into carrier counterbore.
16.
Assemble cover assembly as follows:
a. Screw pipe plug (309) into cover (301).
b. Install o-ring (307) over cover cap.
c. Install o-ring (306) into bore of cover cap (302).
Disconnect rod (305) may be used to push o-
ring down to groove in cover cap bore.
d. Push disconnect rod into bore of cover cap.
e. Locate large clearance hole in cover cap over
pipe plug in cover and install cover cap in cover.
Use two bolts (303) torqued to 95-108 Nm (70-
80 ft. lb.).
f. Install disconnect cap (304) to cover cap with
two remaining bolts (303) torqued to 95-108 Nm
(70-80 ft. lb.).
BEWARE OF SHARP EDGES OF COUNTERBORE WHILE SEATING
THIS O-RING.
g. Place o-ring (5) into cover counterbore. Use
petroleum jelly to hold o-ring into place.
17.
Place cover assembly (6) onto ring gear (4). Rotate
cover assembly until pipe plug (309) is located 90
degrees and 180 degrees from pipe plugs (110) in
opposite end of hub.
18.
Secure cover assembly and ring gear to hub with
four shoulder bolts (18) and lockwashers (20).
Shoulder bolts fit into four counterbored holes in
hub. It may be necessary to start bolts into hub by
tapping lightly on bolts with a hammer.
19.
Install sixteen Grade 8 bolts (17) and lockwashers
(20) in remaining holes.
20.
Tighten bolts and shoulder bolts evenly and torque
to 136-149 Nm (100-110 ft. lb.).
21.
Install coupling (19) into spindle onto input shaft.