Betriebsanleitung für stirnseiten-mitnehmer coe – ROHM CoE - Constant face drivers User Manual
Page 3
Betriebsanleitung für Stirnseiten-Mitnehmer COE
mit aufsteckbaren, radial spielfreien Mitnehmerscheiben
Merkmale:
Drehen und Fräsen in einer
Aufspannung
Durch die federnde Zentrierspitze
erfolgt der Werkstück-
Längsanschlag an der Stirnseite
Hohe
Rundlaufgenauigkeit
(0,015mm)
Bestimmungsgemäße Verwendung:
Spannkreis-Ø 8 – 80 mm
Werkstückgewicht max. 100 kg
Richtwert für axial zul. Belastung
der Abstützbolzen: 90kN
Bestell-Nr. Bestell-Nr. Bestell-Nr.
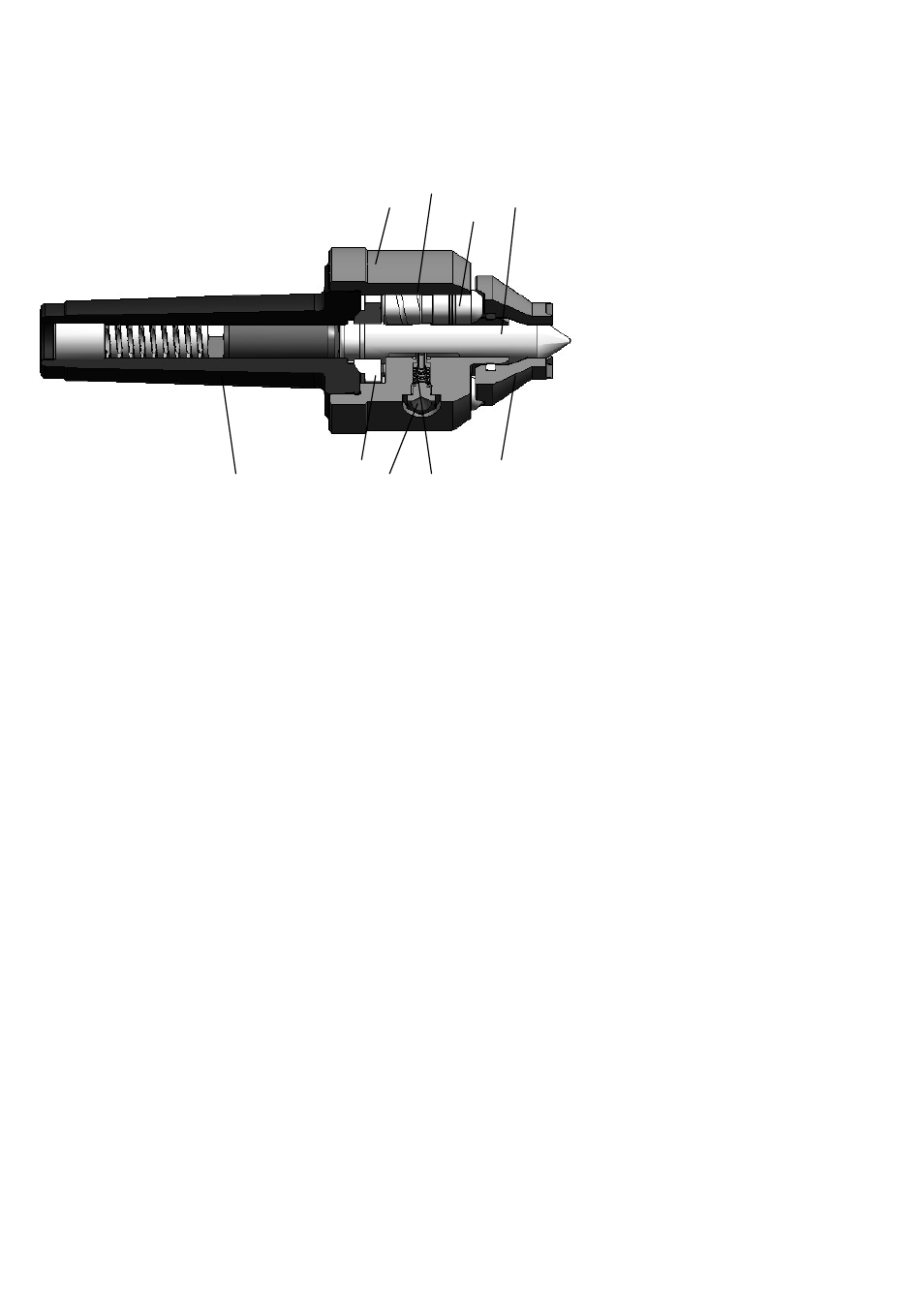
1 = Körper 1177540 6 = Druckstück 712526
2 = Zentrierspitze 7 = Ausgleichsscheibe 712524
3 = Mitnehmerscheibe 8 = Trichterschmiernippel 027380
4 = Abstützbolzen 1177542 9 = O-Ring 652312
5 = Federpaket 313026(MK3)
313251(MK4/MK5)
Wechseln der Mitnehmerscheibe (3)
Mitnehmerscheibe (3) mit Schraubendreher abdrücken.
Größtmögliche Mitnehmerscheibe (3), entsprechend des Dreh-Ø wählen (Laufrichtung beachten).
O-Ring (9) einfetten und Mitnehmerscheibe (3) aufstecken,
dabei ist zu beachten, dass die Abstützbolzen (4) in die Nuten der Mitnehmerscheibe (3) eintauchen.
Wechseln und Einstellen der Zentrierspitze (2)
Zentrierspitze (2) nach vorne herausziehen.
passende Zentrierspitze (2) auswählen, einfetten und in die Bohrung schieben, dabei ist zu beachten,
dass das federnde Druckstück (6) in die Nut der Zentrierspitze (2) einrastet.
Federpaket (5) so einstellen dass die Zentrierspitze (2) einen Hub von 2 - 6mm beim Spannen des
Werkstücks ausführt. Das Federpaket (5) kann von der Schaftseite mit einem Sechskantschlüssel axial
verstellt werden.
Demontieren und Montieren der Abstützbolzen
Beim Demontieren die Abstützbolzen (4) herausziehen (Gewinde M4).
O-Ring (9) kontrollieren, Abstützbolzen (4) einfetten und in den Körper (1) einstecken.
Maximales Werkstückgewicht
Für Grundkörper MK3 und die Ausführung mit abgesetzter Zentrierspitze Ø4mm : Werkstückgewicht
Max 50 kg
Für Grundkörper MK4 und MK5 : Werkstückgewicht max. 100kg
Wartung
Die Schneiden der Mitnehmerscheibe (3) regelmäßig kontrollieren, rechtzeitig Mitnehmerscheiben (3).
auswechseln, bzw. Hartmetall-Mitnehmerplatten austauschen
Die durchgehärtete Zentrierspitze (2) kann bei Verschleiß nachgeschliffen werden.
Zentrierspitze (2) und Abstützbolzen (4) regelmäßig über Trichterschmiernippel (8) nachschmieren.
Schmiermittel: ISO-Bezeichnung C GLP DIN 51502, Viskositätsklasse VG 220 DIN 51519
Leichtgängigkeit des mechanischen Ausgleichs der Abstützbolzen (4) prüfen.
1
4
9
2
3
6
8
7
5