Allineamento ed ancoraggio, How to clamp a workpiece – ROHM MS Multiple clamping system User Manual
Page 4
www.gerardi.it
Pag.
4
MS 50 / MS 75 / MS 100
1
ALLINEAMENTO ED ANCORAGGIO
Le morse della serie MULTIFLEX possono essere posizionate orizzontalmente sulla tavola della
macchina oppure in verticale su cubi a croce. Il posizionamento e l’allineamento avviene tramite chiavette da
16 H7. Si può anche allineare la morsa tramite viti calibrate, garantendo tolleranze centesimali. L’ancoraggio
può avvenire tramite viti centrali o staffe laterali. E’ possibile collegare di testa più morse senza variare il
passo della rigatura sul corpo base; per esempio, 2 morse da 500 mm accostate testa-testa per realizzare
una morsa da 1000 mm. (Se le morse vengono allineate testa-fine,non è garantito l’allineamento).
Due morse parallele allineate tramite chiavetta centrale, viti calibrate o riferimenti laterali, mantengono lo
stesso riferimento sulle ganasce fisse con tolleranza pari a 0,02 mm.
20
16
30
20 MAX
20
15
30
20
40
25 MAX
40
20
50
25
60
30
80
40
90
45
100
50 MAX
50 mm
1
i
75 mm
100 mm
3
MS series vises can be aligned on the machine table horizontally or vertically mounted on
columns or cross towers. Accurate positioning and alignement within centesimal tollerances is made
through 16 H7 longitudinal or crossway keys. It is also possible to align the vise through calibrated ground
screws. The clamping on the machine table can be made through screws from the central groove or
through side clamps. It is also possible to align longitudinally 2 vises from their head or the starting point of
the graduated scale in order to make a longer base, for example 2 vises 500m long can be matched head
to head to reach 1000mm total length. If the vises are aligned head to end the centesimal accuracy cannot
be guaranteed. Two vises positioned parallel aligned through central cross keys or Ground screws or side
lateral reference points guarantee the same reference and alignement on the fixed jaw section (positioning
wedge) with accuracy within 0,02 mm.
POSITIONING ALIGNEMENT AND CLAMPING
COME SERRARE IL PEZZO
Per serrare correttamente il pezzo è consigliabile utilizzare una chiave dinamometrica da regolare in
base al tipo di morsa e alla forza che si vuole ottenere.
In order to clamp the work-piece in the most proper way it is recommended the use of a torque
wrench to be adjusted according to the vise type and the clamping power desired or needed.
HOW TO CLAMP A WORKPIECE
PO
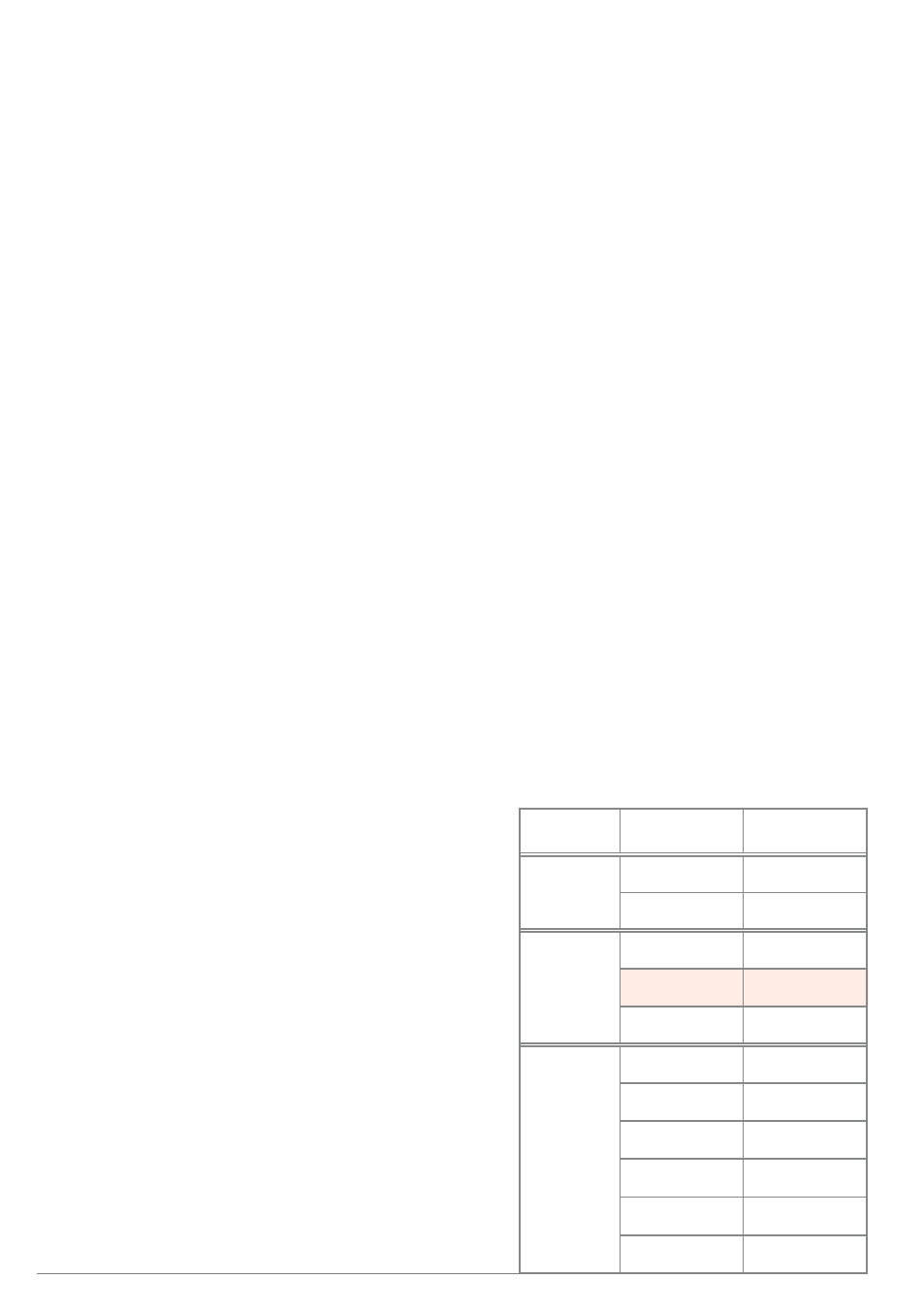
Jaw width
Prove di serraggio
eseguite a temperatura ambiente (20°)
con chiave dinamometrica
ESEMPIO: con una morsa tipo 2, applicando con
chiave dinamometrica un momento di 30 Nm, si ottiene
una forza di serraggio di 20 Kn
Clamping Test made
with 20° temperature with torque wrench
EXAMPLE: with a vise type 2 (jaw width 74mm),
using torque wrench set at 30 Nm,
you can get a clamping power of 20 Kn
Momento applicato = Nm
Wrench power = Nm
Forza di serraggio = Kn
Clamping force = Kn
AUSRICHTUNG, POSITIONIERUNG UND AUFSPANNEN
Die Schraubstöcke der
MS Serie können horizontal oder vertikal montiert in Ständern oder Kreuzwürfeln am Aufspanntisch
ausgerichtet werden. Eine genaue Positionierung und Ausrichtung erfolgt mithilfe von 16 H7 Schrauben- oder Kreuzschraubenschlüsseln.
Der Schraubstock kann auch mithilfe der kalibrierten geschliffenen Schrauben ausgerichtet werden und kann somit Toleranzen im hundertstel Bereich
garantieren. Das Aufspannen am Aufspanntisch erfolgt entweder mithilfe der Schrauben der mittleren Nut oder über die Seitenklemmen. Es ist auch
möglich mehrere Schraubstöcke von ihrem Kopf oder dem Anfangspunkt der Gradskala aus längs auszurichten, um einen längeren Grundkörper zu
erhalten, so können beispielsweise 2 Schraubstöcke mit einer Länge von 500 mm Kopf an Kopf ausgerichtet werden, um eine Gesamtlänge von
1000 mm zu erreichen. (Werden die Schraubköpfe Kopf gegen Ende ausgerichtet, so kann die Genauigkeit auf das Hundertstel nicht garantiert werden).
Zwei Schraubstöcke, die mithilfe von zentralen Kreuzschlüsseln oder geschliffenen Schrauben oder anhand von Seitenbezugspunkten ausgerichtet
werden, garantieren den gleichen Bezug und die Ausrichtung am Abschnitt der festen Backen (Lagerungskeil) mit einer Genauigkeit von 0,02 mm.
AUFSPANNEN EINES WERKSTÜCKS
Um das Werkstück optimal aufzuspannen, empfiehlt es sich, einen Drehmomentschlüssel zu verwenden,
der gemäß des Schraubstocktyps und der gewünschten oder benötigten Schließkraft angepasst wird.
Aufspanntest, durchgeführt
bei einer Temperatur von 20 °C
mit einem Drehmomentschlüssel
Beispiel: mit einem Schraubstock vom Typ 2
(Backenbreite 74 mm) und einem Drehmomentschlüssel, der auf
30 Nm eingestellt ist, erhalten Sie eine Schließkraft von 20 Kn
Backenbreite
Drehkraft = Nm
Aufspanntest = Kn