Operation, Loading wire, Adjusting friction break – Hot Max Torches 175WFG User Manual
Page 13
Operation
KDAR Company
12
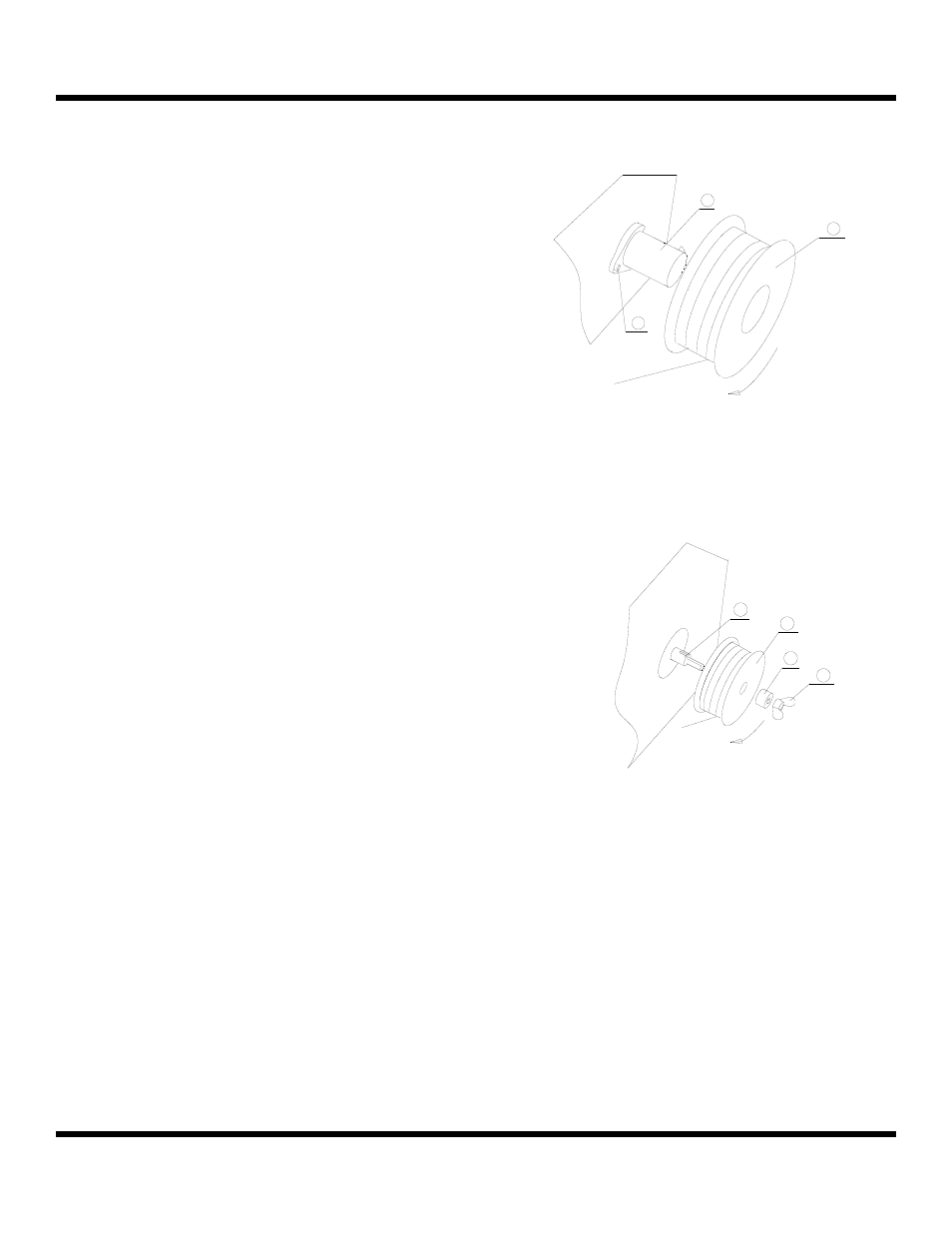
Loading Wire
Note: Always turn power off when working inside
the welder enclosure.
8” Diameter Spool
1. Remove the wing nut (5), and plastic tension spac-
er (6).
2. Place the spool adaptor (2) over the shaft as
shown.
3. Replace spacer and wing nut. Make sure the wing
nut is positioned so that it does not interfere with
the locking tab.
4. Place spool on the spool adaptor making sure the
hole in the spool engages the stud (3) on the spool
adaptor and the spool slides completely over the
locking tab.
4” Diameter Spool
1. Remove wing nut (5) and the plastic tension spacer
(6).
2. Place the spool (label out) on the shaft with the
wire feeding from under the spool.
3. Replace the spacer, washer and wing nut
Adjusting Friction Break
While turning the spool with one hand begin tighten-
ing the wing nut with the other. Once you start to feel
tension; then turn the wing nut an additional 1/4 to 1/2
turn.
The intent is for the friction break to produce just
enough friction to prevent the spool from continuing
to turn after the drive motor has stopped.
Use the welding wire board
with 4 "(100 mm) in diameter
Figure D-2
4
7
6
5
Use the welding wire board
with 8 "(200 mm) in diameter
Figure D-1
2
1
3