350 super technics – Dake Model Super Technics 350CE User Manual
Page 11
11
350 SUPER TECHNICS
350 SUPER TECHNICS
350 SUPER TECHNICS
350 SUPER TECHNICS
350 SUPER TECHNICS
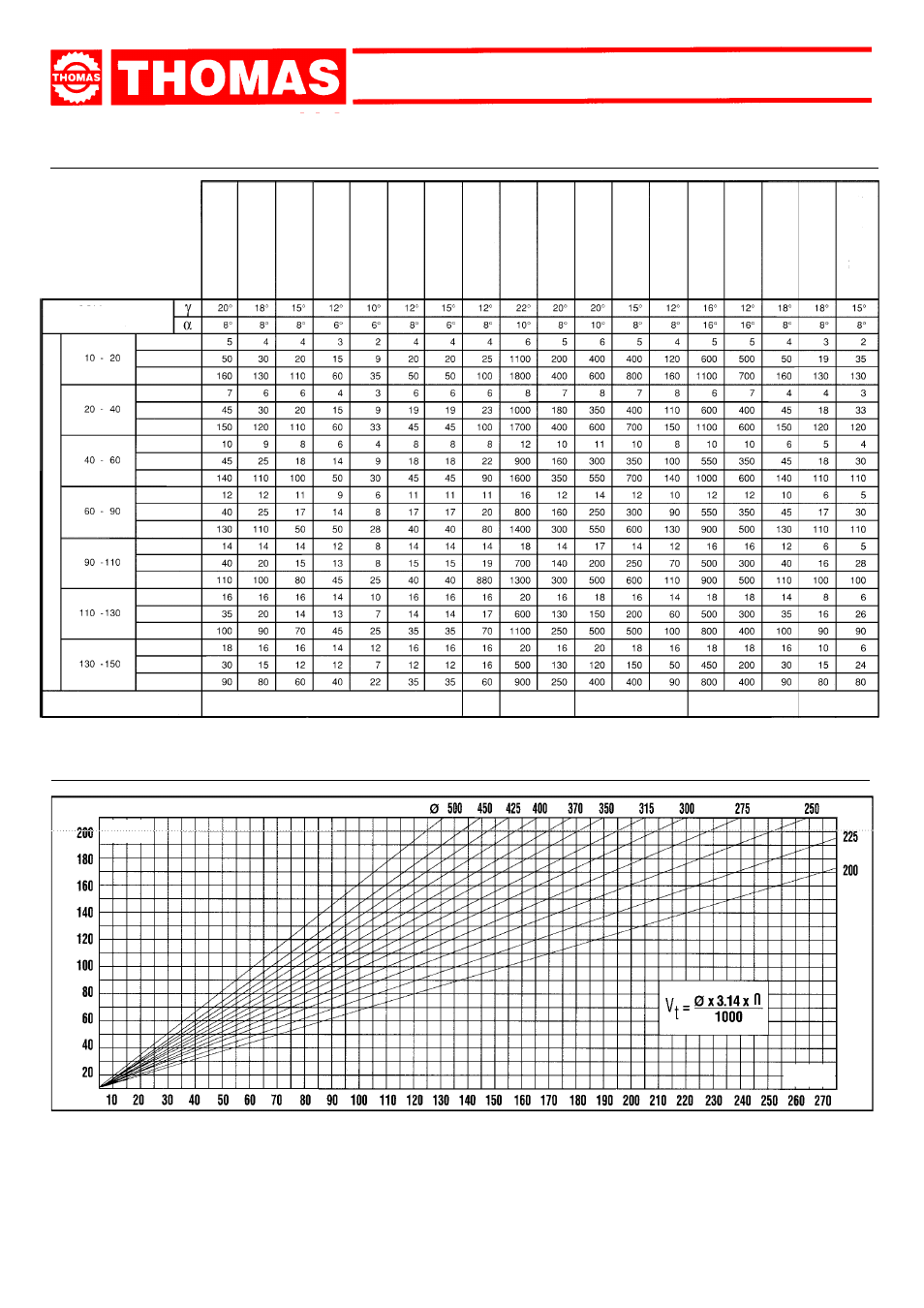
9.7.2 - DIAGRAM OF CUTTING SPEEDS ACCORDING TO DISK DIAMETER
9.7.1 - RECOMMENDED CUTTING PARAMETERS
SECTION
T
O
BE CUT (IN MM)
*T mm
Vt m/1'
*T mm
Av mm/1'
Vt m/1'
Av mm/1'
*T mm
Vt m/1'
Av mm/1'
Av mm/1'
*T mm
Vt m/1'
*T mm
Av mm/1'
Vt m/1'
*T mm
Vt m/1'
Av mm/1'
Av mm/1'
Vt m/1'
*T mm
Mild steel
R = 350-500 N/mm
2
Aluminium and allo
y
s
R = 300-300 N/mm
2
T
ubes and beams
0,025. D
R = 300-600 N/mm
2
Br
ass
R = 200-400 N/mm
2
Titanium and allo
y
s
R = 300-800 N/mm
2
T
ubes and beams
0,05. D
R = 300-600 N/mm
2
Allo
yed br
ass
R = 400-700 N/mm
2
KEY
T
Tooth pitch in millimetres
Av mm/min
Advance in millimetres per minute
Vt m/min
Cutting speed in metres per minute
Az
Tooth advance
Ng/min
Number of revs per minute
Z
Number of teeth on the disk
p
Tooth depth
Heat-treated steel
R = 950-1300 N/mm
2
Extr
a-hard steel
R = 950-1000 N/mm
2
Hard steel
R = 750-950 N/mm
2
Semi-hard steel
R = 500-700 N/mm
2
Gre
y cast iron
Aluminium and allo
y
s
R = 200-400 N/mm
2
Copper
R = 200-350 N/mm
2
Phosphor bronz
e
R = 400-600 N/mm
2
Hard bronz
e
R = 600-900 N/mm
2
Vt m/min
n = g/min
d
Diameter of the tooth fillet cone distance
h
Tooth protrusion
γ
Front rake
α
Rear rake
N/mm
Ultimate tensile stress
a-f
Flat parts of the cutting edge
Ø
Tube diameter or profile width
A
ustentic stainless
steel
R = 500-800 N/mm
2
Mar
tensitic stainless
steel
R = 500-800 N/mm
2
CUTTING ANGLES
RECOMMENDED LUBRIFICANTS
Emulsion - Cutting oil
Dry
Kerosene
Dry
Emulsion
Cutting oil
Emulsion