Dake Model E-V Series User Manual
Page 23
7/21/08
Manual V-16, V-24, VH-24, V-40 & VH-40
23 – Section I
Turn the upsetting switch (3 figure 1) past the position (5 figure 1) to welding (6 fig. 1) and lock it for
about 3 seconds until the welding is completed. The current is switched off automatically.
Sparks spray out during welding, therefore stand at the side of the machine.
WARNING: BLADE WILL BE HOT!
5. ANNEALING
When the blade is heated in the butt welding process, the steel at the point of the weld “air hardens”
and becomes brittle. The anneal on/off knob is used to anneal the weld by reheating it. This returns the
blade close to its original condition.
After welding loosen the pressure clamps (7 fig. 1) and set the jaws to the wide annealing position by
turning the upsetting pressure switch (2 fig. 1) counter clockwise. Re-clamp the blade so that the weld
is in the center between the jaws. Operate the annealing switch (8 fig.1) until the weld becomes dark
cherry red. This will take from 1 to 5 seconds depending on the blade width. Allow blade to cool until
the blade returns to a dark color. Repeat this process at least three times. Some brittle alloys require
more annealing than the standard carbon blades.
Note: It is difficult to weld and anneal bi-metal blades due to the make up of this type of blade. It
will take some practice to successfully achieve a suitable weld.
WARNING: BLADE WILL BE HOT!
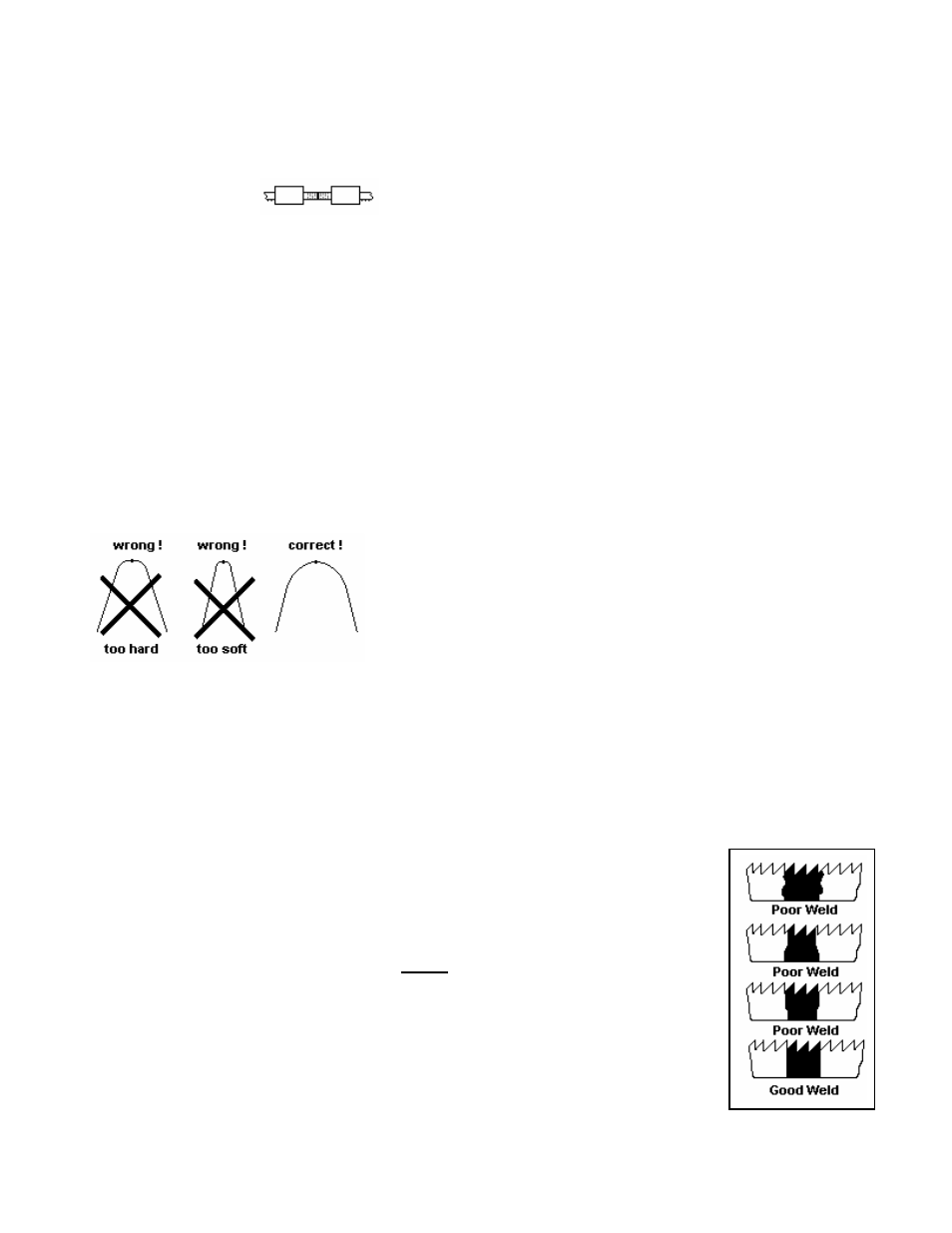
After annealing bend test your weld:
6. RE-FINISHING THE WELD
Welding burr (flash) can be removed by finishing with a grinding wheel above the welder. Grind in a
longitudinal direction, other wise transverse fractures may occur. The proper finish of the blade after
grinding, a tempered steel-blue coloring.
Note: Do not over grind, into the blade facing. Remove any burr on the back edge of the blade
.
WELDER LAYOUT AND CONTROLS
7. WELDER MAINTENANCE
If the clamping areas of the jaws are dirty or deformed so they so not clamp
evenly, good welds cannot be made. Any dirt or metallic debris must be
removed from the jaws. The jaws should never be filed. It should only be
polished with a proper cleaning material and if absolutely necessary polished
with fine emery cloth held on a flat piece of bar stock. The uniformity of current
flow and contact pressure can be checked by putting the welder in the
annealing position and clamping a piece of blade stock with out a weld in the
jaws. When the annealing switch is turned to the heating position the blade
should heat uniformly over its entire width. (See fig. 2) If the heating is not
uniform the clamping devices should be checked for dirt or misalignment.
figure 2