Dake Model E-V Series User Manual
Page 22
7/21/08
Manual V-16, V-24, VH-24, V-40 & VH-40
22 – Section I
This welder should not be used for welding 2% and 3% tungsten-alloyed metal cutting blades or HSS
blades.
The approximate valves for bi-metal blades are indicated in the matrix in the next column
.
Note: * The weld current step and upsetting pressure step have to be increased with some saw
manufactures. The saw blade has to be metallically clean and no tooth may enter into the welding
seam.
1. PREPARATION OF BLADE
Before welding the blade ends should be cleaned or rubbed with emery cloth on both sides of the blade
to a length of 1”, until they are metallically clean over the enter width.
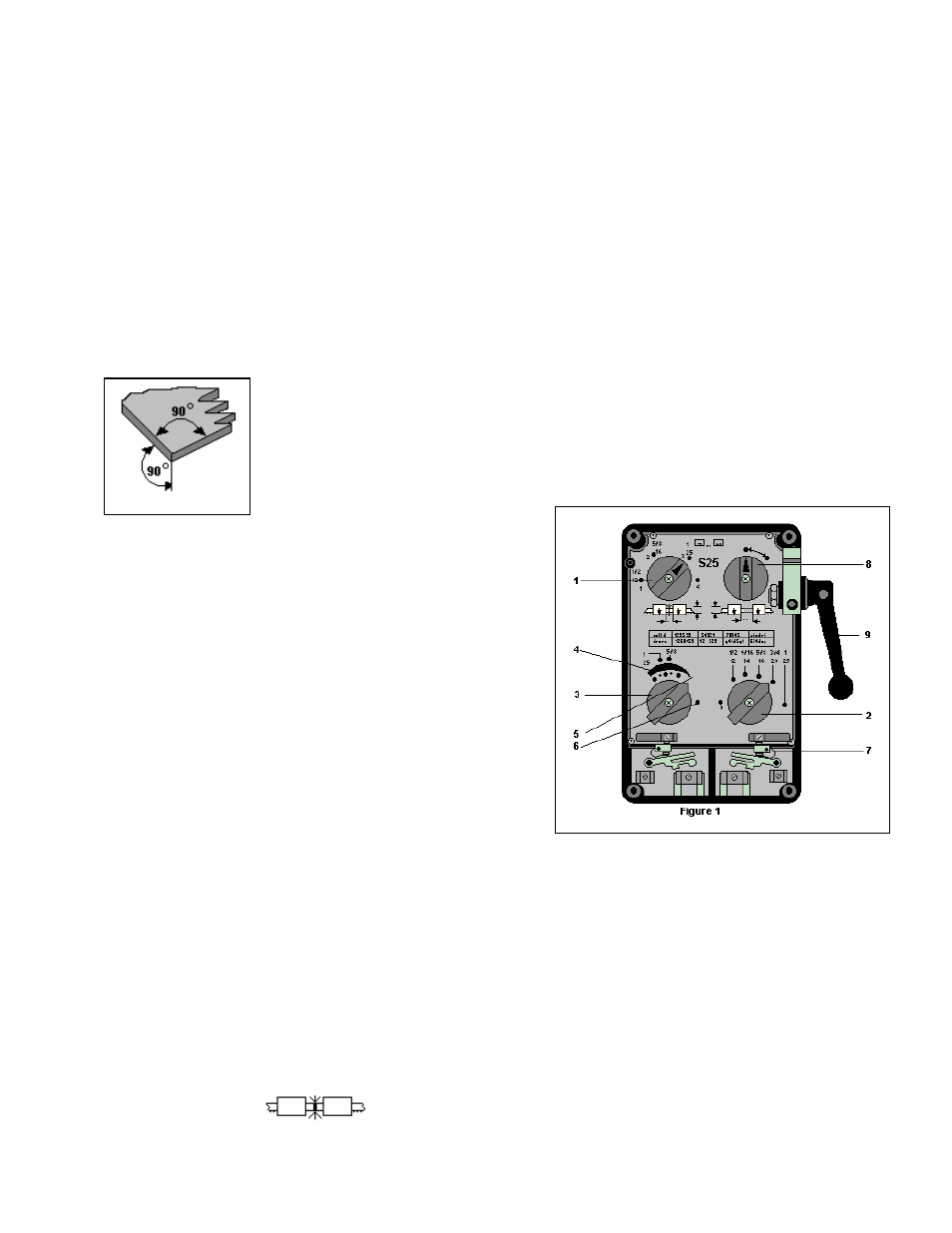
Cut the blade ends accurately and at right angles. (See graphic below) Check
abutment against the stop for a cut at right angles. Proper welding can only
be achieved if the blade ends are cut with out a burr and at right angles. (Also
see trouble shooting section)
2. ADJUSTMENT
The initial jaw gap and upset force must be adjusted and
proportioned to the cross sectional area of the blade
being welded. A greater jaw gap will allow a wider or
thicker blade to reach proper welding temperature. A
greater upset pressure produces the same unit pressure
in welding a wider or thicker blade.
Set the welding current switch (1 figure 1), upsetting
pressure switch (2 figure 1) and the upsetting way switch
(3 figure 1) to the blade width to be welded. In view of
the wide range of material qualities and thickness scale
values are only guide values, which have been
calculated for commercial blades of 0.65 mm thick. Trial
welds should determine the correct settings for different steel qualities and thickness. Particularly thin
blades (0.4 mm) should be welded with a short upsetting way, high current and weak upsetting
pressure.
Example: Blade width is 1/2”. Current switch is set to 1/2” (number 1) position. The upsetting
pressure switch is set to 1/2” (number 1) position. The upsetting way switch is set to the 1/2” position.
3. CLAMPING THE BLADE ENDS
Insert the blade ends in the clamping jaws so that the joist is exactly in the center of the jaws. To
protect the jaws the blades should be inserted so the teeth are aligned at the front stops. Only blades
without teeth should be aligned at the rear stops. Leave slack in the blade coil, the blade must be free
so it can move easily during welding.
4. WELDING