Hydraulic feed table, Welding instructions general description – Dake Model E-V Series User Manual
Page 21
7/21/08
Manual V-16, V-24, VH-24, V-40 & VH-40
21 – Section I
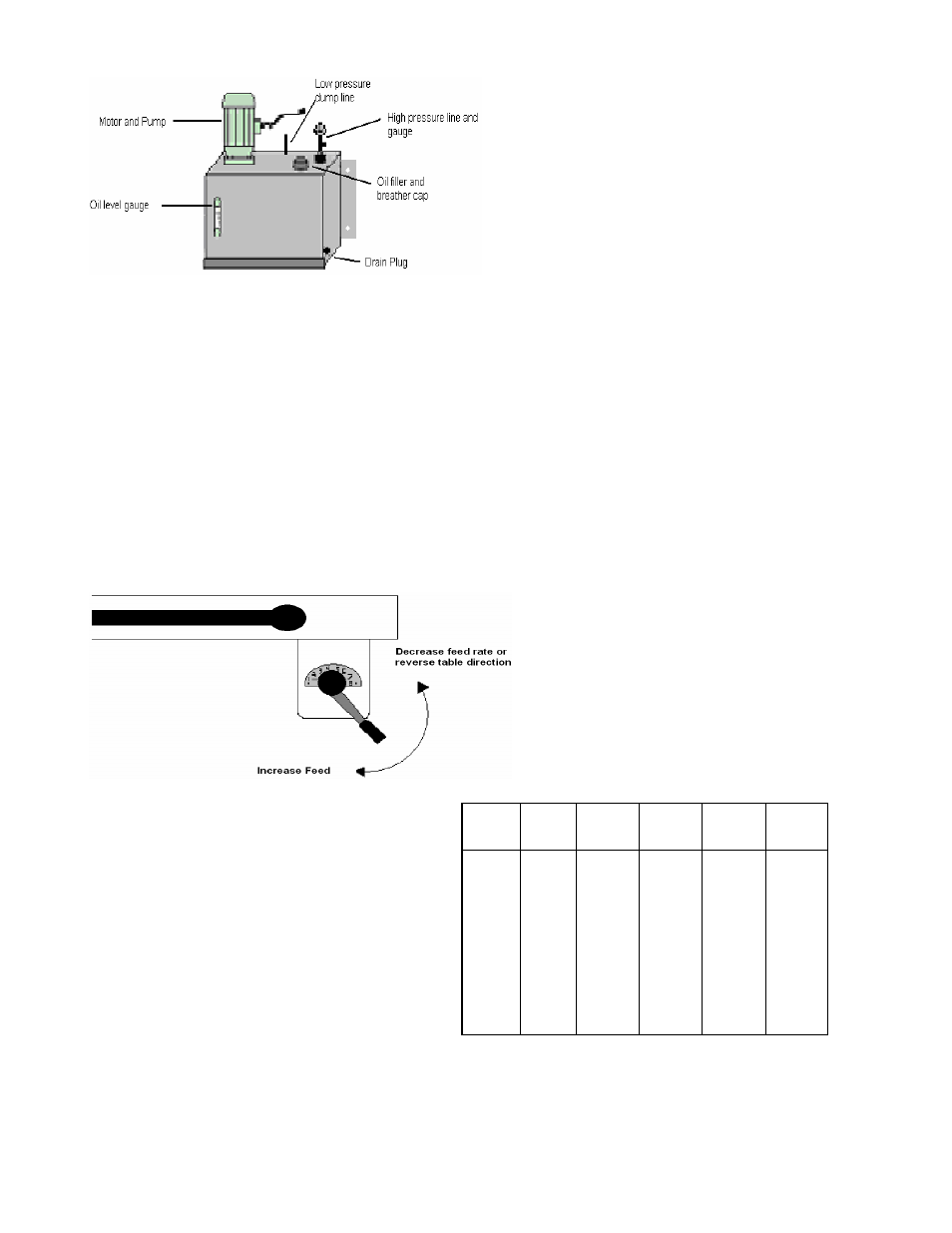
HYDRAULIC FEED TABLE
Machines equipped with a hydraulic feed table (VH models) have a pumping unit in the base. The
system has an adjustable relief valve, which is factory preset at 400 p.s.i. The systems oil level must be
checked periodically to assure the oil levels are maintained at the full level of the sight glass.
The feed table regulator will provide a smooth movement to the table. If the feed appears to be
intermittent it is probably due to air in the system. This is normally exhausted by running the table in
and out a few times.
To move the feed table, push the “hydraulic start” button on the control panel then, rotate the handle on
the front of the table to the right to start or increase the table feed rate. To move the table back to the
starting position rotate the handle to the left, there is only one speed for the reverse movement (see
diagram below).
WELDING INSTRUCTIONS
GENERAL DESCRIPTION
Note: Always wear eye protection when
using this welder or grinder!
Your Dake vertical band saw is equipped
with a “resistance-type” butt welder. The
two clamp jaws of the welder hold the
blade ends together. When the welding
start knob is turned fully clockwise past the
zero setting, electric current flows through
the blade ends creating enough heat to
soften and join them.
Note: This welder is suitable to weld
Metal blades 3 x 0.5 - 25 x 0.8mm
bi-metal blades 6 x 0.9 - 25 x 0.9mm
BANDSAW WELDING
CURRENT
UPSETTING
PRESSURE
UPSETTING
WAY
ANNEALING ANNEALING
mm
step *)
step *)
mm
COLOR
TIME SEC.
6 x 0.9
1 - 2
1
2.5
DARK RED
15
10 x 0.9
1 - 2
1
3.0
DARK RED
15
12 x 0.6
1 - 2
1
3.0
DARK RED
15
12 x 0.9
1 - 2
1
3.0
DARK RED
15
13 x 0.7
1 - 2
1 - 2
3.0
DARK RED
15
16 x 0.7
1 - 2
1 - 2
3.0
DARK RED
15
19 x 0.9
1 - 2
1 - 2
3.0
DARK RED
15
25 x 0.9
1 - 2
1 - 2
3.5
DARK RED
15