0 quality control and assurance, 3 troubleshooting, 1 qualifying fusion procedure – Hawkeye PE Fittings User Manual
Page 5
Fabricated Fitting Fusion Procedure
Rev 0, Apr 08
5/5
other rejection criteria) allow the joint to cool, cut apart, and
restart fusion procedure from 6.2.1.
6.2.5 Hold
Hold the pipe ends together until the fusion joint is cool to the
touch. Thicker wall pipe will take longer to cool than thinner
wall pipe.
When the joint is cool to the touch, the fitting and pipe can be
subjected to GENTLE handling. The joint should be allowed
to cool for a further 30 to 45 minutes before further
installation, pressure testing or any other action that will
impart stress to the joint.
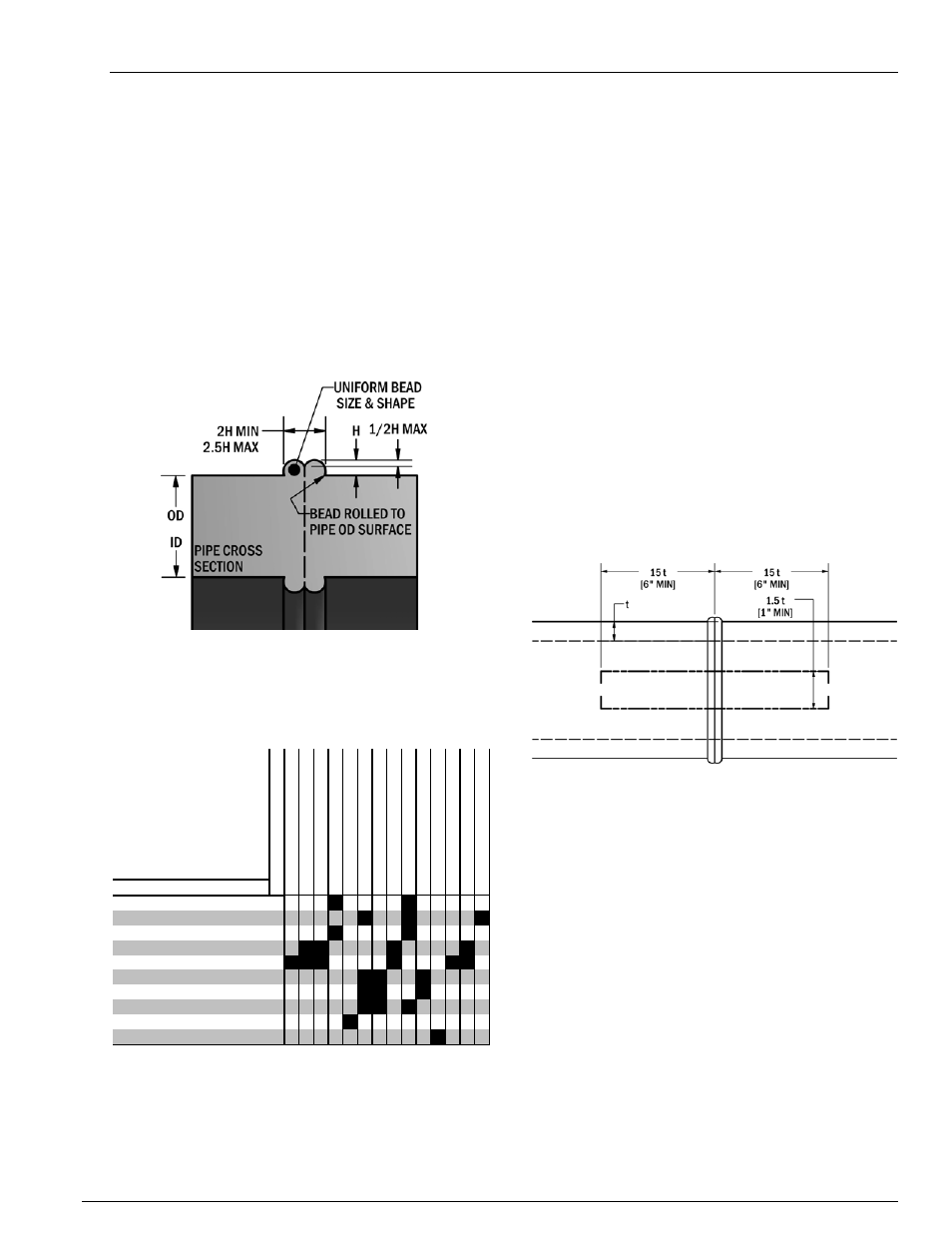
6.2.6 Inspect
The bead should be symmetrical and uniform around the OD
and ID of the pipe and fitting. Refer to figure 6.2.6.1 for
successful fusion bead size and shape proportions.
Figure 6.2.6.1 Cross section of fusion joint with proper bead
6.3 Troubleshooting
Based on inspection of the bead, the following table lists
some possible causes of fusion failures.
Observation
x
x
x
x
x
x
x
x x
x
x
x x x
x
x x
x x
x
x x
x
x x
x
X
x
Flat Bead
Double bead groove too deep
Excessvie Double Bead Width
Equi
pment - Wor
n
Equi
pment - Cl
amp Sl
ip
Poss
ib
le Cause
Speckled or divotted bead
Beads too Large
Beads not fully rolled (deep 'V')
Beads not fully rolled (shallow 'V')
Beads too small
Bead larger than other
Bead not uniform around pipe
He
at - In
suf
fici
ent T
empe
rature
He
at - Ex
cessi
ve T
ime
He
at - Ex
cessi
ve T
empe
raure
Fa
cing - Incompl
et
e
S
oak Pre
ssu
re
- Ex
cess
iv
e
Mi
sali
gn
me
nt
Mater
ials - Di
ssi
mi
la
r
LH
C C
ontami
nati
on
Joi
ning F
or
ce - Insu
ffic
ie
nt
Joi
ning F
or
ce - E
xce
ssi
ve
He
ater - D
ef
ecti
ve
He
at - In
suf
fici
ent T
ime
Table 6.3
Bead sympotoms and possible causes.
7.0 Quality Control and Assurance
7.1
Qualifying Fusion Procedure
To qualify a fusion procedure, a sample joint must be
prepared and tested per ASTM D 2657 (or ERCB Directive
022 if fusion PE 80 or PE 100 pipe).
7.1.1 Sample
Joint
Prepare a sample joint. The each fusion end must be at least
15 wall thicknesses long, with a minimum length of 6 in.
7.1.2 Fusion
Follow the procedure outlined in 6.0 to obtain a sample
fusion. It is advised that the qualifying fusion process be
observed to ensure procedures are followed. Inspect the
completed joint against a known reference photo or sample
to confirm it is an acceptable joint.
7.1.3 Cool
The sample joint should be allowed to cool for no less that 60
minutes before continuing the test procedure.
7.1.4 Test
Strips
Cut, at minimum, three test strips from the sample joint. The
dimensions of the test strips are provided in figure 7.1.
Figure 7.1
Sample Strip dimensions (ASTM D 2657)
7.1.5
Examine and Bend Strips
Examine the weld cross section area for any voids or
contamination. An acceptable weld is monolithic, and there
should be no unbonded areas.
7.1.6
Repeat as Necessary
If the joint is unacceptable, repeat the process making
adjustments to parameters (as suggested in 6.3) to achieve a
successful fusion joint.
Qualifying fusions should be performed during changing
weather conditions and for each size of fusion performed.